FANUC数控系统圆弧插补功能的升级开发(自动化))(附加工宏程序)

摘要 Abstract 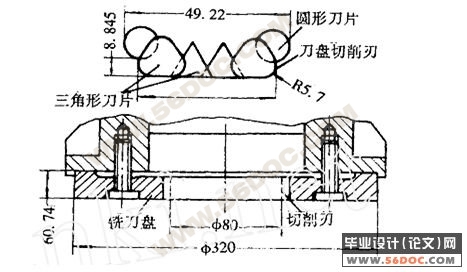 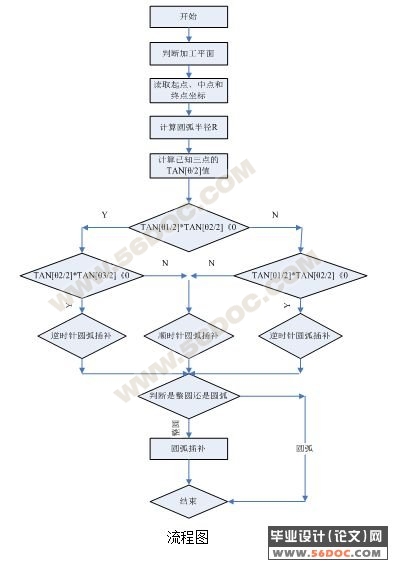 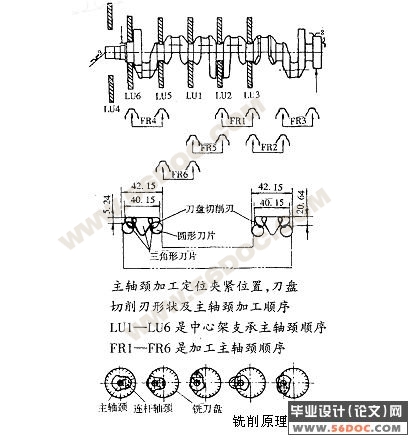 目录 20000字 第一章 概述 1 1.1 研究现状及发展趋势 1 1.2 本课题主要内容 2 1.2.1 课题任务 2 1.2.2 设计思想 2 第二章 典型数控系统圆弧插补功能 4 2.1 FANUC数控系统的圆弧插补功能 4 2.1.1 圆弧插补指令格式 4 2.1.2 圆弧插补指令使用说明 5 2.2 SIEMENS数控系统圆弧插补功能 7 2.2.1 圆弧插补指令格式 8 2.2.2 SIEMENS 840D圆弧插补功能使用介绍 9 第三章 方案基础知识介绍 11 3.1 宏程序介绍 11 3.1.1 宏程序变量 11 3.1.2 宏程序语句 12 3.1.3 宏程序调用 12 3.2 圆弧插补功能简介 13 3.3系统选择对比 14 第四章 中间点圆弧插补指令 15 4.1 指令概述 15 4.2 数学模型 15 4.2.1 圆心坐标和圆弧半径的数学模型 15 4.2.2 判断圆弧插补顺、逆时针方向的数学模型 17 4.3 宏程序体内容 19 4.3.1 编程流程图 19 4.3.2 宏程序体具体内容 20 4.4指令使用方式 24 4.5 指令验证 24 4.6 小结 26 第五章 圆弧角和圆心坐标的圆弧插补指令 27 5.1 指令概述 27 5.2 数学模型 27 5.3 宏程序体内容 29 5.3.1 编程流程图 29 5.3.2 宏程序体具体内容 30 5.4 指令使用方式 35 5.5 指令验证 36 5.6 小结 36 第六章 圆弧角和圆弧终点坐标的圆弧插补指令 37 6.1 指令概述 37 6.2 数学模型 37 6.3 宏程序体内容 39 6.3.1 编程流程图 39 6.3.2 宏程序体具体内容 40 6.4 指令使用方式 45 6.5 指令验证 46 6.6 小结 47 第七章 应用实例 48 7.1 内铣加工介绍 48 7.2圆弧插补在内铣加工中的应用 50 第八章 结论 52 结束语 53 致谢 54 参考文献 55 参考文献 [1] 杨继昌,李金伴.数控技术基础[M].北京:化学工业出版社,2005,5:2-11 [2] 毛新华,游红伟,刘新昌.基于数控加工中圆弧插补的改进方法[J].河南科技学院学报(自然科学版),2006,12:95-97 [3] 李佳特.数控技术的现状发展趋势[J].世界制造技术与装备市场,2001,1:34-37 [4] 陈金铎.在FANUC数控系统上建立三点圆弧插补宏程序[J].制造技术与机床,2003,9:95-96 [5] 岳秋琴.基于FANUC 0i-TB系统的三点圆弧插补宏程序开发[J].机械工程师, 2006,8:87-88 [6] 李柯,胡自化,杨世平,漆瑞.基于FANUC-0TF数控系统的三点圆弧插补指令开发[J].《新技术新工艺》.机械加工与自动化,2003,6:6-8 [7] 袁名伟,谭积明,蒋丽.宏程序在数控加工中的应用[J].电气技术自动化,2005,1:110-112 [8] 雷雪安,李宏,刘汀兰.宏程序的妙用[J].CAD\CAM\CAPP应用,2003,3:56-57 [9] 王娟.数控加工中宏程序的编程技巧[J].学术研讨,2006,9:81-82 [10] 西门子股份公SINUMERIK 840D/840Di/810D 编程说明[M].2003,4:121-132 [11] BEIJING-FANUC 0i-MB 操作说明书[M].2003,6:43-46 [12] 西门子网站 [13] 金卫国,顾晓燕.宏程序的应用[J].机电一体化,2002,9:49-50 [14] 罗治平,沈永刚.使用宏指令完成非圆弧曲线的加工[J].上海工程大学学报, 2006,3:35-37 [15] 王光第,申莉莉.基于最小偏差插补法的圆弧算法研究[J].天津工程师范学院院报,2006,3:42-45 [16] 谢暴,韩江.数控系统的插补算法优化设计[J].安徽职业技术学院院报, 2006,9:1-4 [17] 杜娟,田锡天,张振明,徐建新,朱名铨.基于STEP-NC的CNC系统中插补技术研究[J].制造业自动化,2005,6:24-27 [18] 王小彬,王太勇,李宏伟,汪文津,李鹏,范胜波.经济型数控系统角度逼近圆弧插补算法[J].佳木斯大学学报(自然科学版),204,3:1-4 [19] 刘启东,徐春广.大型非球曲面光学零件步长伸缩双圆弧插补技术研究[J].航空精密制造技术,2005,12:8-10 [20] FANUC SERIES0/00/0-MATE FOR MACHINING CENTER OPERATOR’S MANUAL[M]. 1997,6:120-132 [21] 罗敏. 利用宏程序开发曲轴内铣及补偿功能[J].制造技术与机床,2005,10:1-8 [22] 梁振华.CAT121六缸柴油机曲轴轴颈粗加工的工艺探讨[J].柴油机设计与制造,1999,2:48-50 [23] 齐忠华,刘殿友,赵铁岩.曲轴内铣和车拉柔性机床[J].机械设计与制造, 1999,1:51-52 [24] 辛艳东.西门子840Di系统在数控镗铣床改造中的应用[J].机电新产品导报,2006,2:100-102 |