ЛљгкFANUCЕФЧњжсФкЯГПижЦЯЕЭГЩшМЦМАгІгУ(здЖЏЛЏ)(ИНМгЙЄГЬађ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D3378 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D3378
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
еЊвЊ
еыЖдFKP20ЧњжсФкЯГЛњДВЫЋЭЈЕРСљзјБъжсЬиЕуЃЌЬсГіСЫРћгУЫЋFANUC-0MЯЕЭГИФдьЗНАИЁЃИїзјБъжсОљХфжУЙтеЄГпЙЙГЩШЋБеЛЗПижЦЃЌЖдИіБ№ГіЯжеёЕДЕФжсВЩгУЫЋЮЛжУЗДРЁПижЦЗНЪНЁЃСНЯЕЭГМфВЩгУMДњТыЪЕЯжЭЌВНПижЦЁЃЭЈЙ§ЩшМЦКУЕФPMCГЬађЭъГЩзјБъжсздЖЏЛиСуВйзїЁЃРћгУзЈУХЕФжаЖЯаЭКъГЬађЭъГЩЕЖХЬЛижааФЖЏзїЃЌТњзуСЫЩшМЦвЊЧѓЁЃОЪЕМљжЄУїЛњДВЕФЪ§ПиИФдьШЁЕУСЫГЩЙІЁЃ
ЙиМќДЪЃКЪ§ПиЁЂИФдьЁЂЧњжсФкЯГ
Abstract
Double 0M systems are applied in retrofit of FKP20 internal crankshaft milling in order to meet the requirement on 2 channel 6 axes. Linear encoders are equipped for full close-loop control. Synchronization between 2 systems is base on M code. To the individually vibrating axis adopt the double position feedback control mode. Through the PMC procedure which had designed complete the axis to return to the reference point, Designed the special interruptive macro procedure to make the cutter return to the center. The practical application shows that the retrofit is successful.
Key wordЃКCNCЁЂRetrofitЁЂCrankshaft milling
БОПЮЬтЕФжївЊШЮЮёЃК
1.ЫЋ0MЯЕЭГПижЦЗНАИЩшМЦЃЛ
2.ЫЋЯЕЭГЭЌВНПижЦЃЛ
3.зјБъжсздЖЏЛиСуПижЦГЬађЩшМЦЃЛ
4.ЕЖХЬЛижааФГЬађЩшМЦЁЃ
РћгУЫЋFANUC 0MЪ§ПиЯЕЭГЖдFKP20ЧњжсФкЯГЛњДВЕФЪ§ПиИФдьвбдкЖЋЗчЙЋЫОПЕУїЫЙЗЂЖЏЛњгаЯоЙЋЫОЕУЕНСЫГЩЙІгІгУЃЌОЪЕМљдЫааПМбщжЄУїИФдьЪЧГЩЙІЕФЁЃЯжЖдећИіЩшМЦзмНсШчЯТЃК
ЃЈ1ЃЉИљОнБОЛњДВЕФЫЋЭЈЕР6зјБъжсЕФЬиЕуЃЌЬсГіСЫРћгУЫЋFANUC OMЯЕЭГПижЦЗНАИЁЃ
ЃЈ2ЃЉЩшМЦСЫзмЬхПижЦЗНАИМАЯЕЭГгВМўХфжУЃЛЖдИіБ№ГіЯжеёЕДЕФжсВЩгУСЫЫЋЮЛжУЗДРЁЕФПижЦЗНАИЃЌЪЙЦфДяЕНПижЦОЋЖШвЊЧѓЃЛЭъГЩСЫЯЕЭГЕФгВМўСЌНгЁЃ
ЃЈ3ЃЉЭЈЙ§MДњТыЪЕЯжСЫЫЋЯЕЭГЕФЭЌВНПижЦЃЌВЂЭъГЩСЫЯргІЕФPMCГЬађЩшМЦЃЌТњзуСЫФкЯГЕФМгЙЄЙЄвевЊЧѓЁЃ
ЃЈ4ЃЉЭъГЩСЫ6зјБъжсздЖЏЛиСуPMCГЬађЩшМЦЃЌТњзуСЫЩшМЦвЊЧѓЁЃ
ЃЈ5ЃЉЭЈЙ§зЈУХжаЖЯаЭКъГЬађЃЌЭъГЩСЫНєМБЧщПіЯТЕЖХЬЛижааФЖЏзїЃЌДяЕНСЫЩшМЦвЊЧѓЁЃ
ФПТМ 17000зж
ЕквЛеТ ИХЪі 1
1.1 в§бд 1
1.2. ПЮЬтЕФбаОПБГОА 1
1.3. ПЮЬтЕФРДдДЁЂФкШн 2
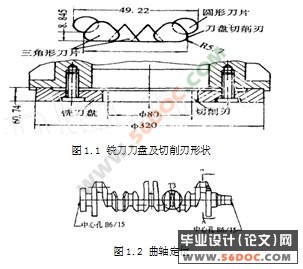
1.4 ЧњжсМгЙЄММЪѕМАЦфЬиЕу 2
1.4.1ЧњжсГЕЯїММЪѕ 2
1.4.2ЧњжсЯГЯїММЪѕ 3
ЕкЖўеТ ЛњДВИХПіМАЯЕЭГбЁаЭ 6
2.1 ЛњДВЛљБОИХПі 6
2.2 Ъ§ПиЯЕЭГЕФбЁдё 6
2.3 FANUC-0CЯЕЭГЕФжївЊЬиЕу 8
ЕкШ§еТ ЫЋ0MЯЕЭГПижЦЗНАИЩшМЦ 10
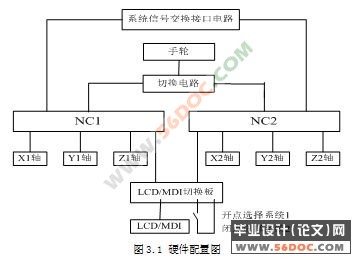
3.1. ЯЕЭГзмЬхПижЦЗНАИ 10
3.2. ЯЕЭГгВМўСЌНг 11
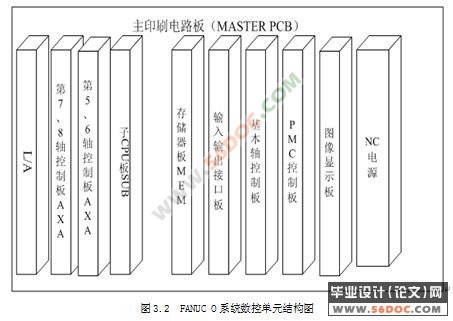
3.2.1. ЯЕЭГЕФЛљБОНсЙЙ 11
3.2.2. ЯЕЭГСЌНгзмЭМ 13
3.3. ШЋБеЛЗПижЦЛиТЗЩшМЦ 16
ЕкЫФеТ ЫЋЯЕЭГЭЌВНПижЦ 18
4.1. змЬхЩшМЦЫМЯы 18
4.2. ЭЌВНаХКХДЋЫЭ 18
4.3. PMCГЬађЩшМЦ 20
4.3.1. NC1 PMCГЬађ 20
4.3.2. NC2 PMCГЬађ 23
ЕкЮхеТ зјБъжсздЖЏЛиСуПижЦГЬађЩшМЦ 25
5.1. змЬхЩшМЦЫМЯы 25
5.2. ЛиСуЫГађ 25
5.2.1. XYZ1ЛиСуЫГађ 25
5.2.2. XYZ2ЛиСуЫГађ 26
5.3. ЛиСуЗНЪН 27
5.4. XYзјБъжсжааФ 28
ЕкСљеТ ЕЖХЬЛижааФГЬађЩшМЦ 32
6.1. змЬхЩшМЦЫМЯы 32
6.2. жаЖЯаЭКъГЬађЩшМЦ 32
6.3. жаЖЯаХКХВњЩњЬѕМў 34
ЕкЦпеТ НсТл 35
НсЪјгя 36
жТаЛ 37
ВЮПМЮФЯз 38
ИНТМ 39
|