加工中心刀具寿命管理功能的开发及其应用(自动化)(附加工宏程序)
来源:56doc.com 资料编号:5D3405 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D3405
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘要
为满足MCFHD80A卧式加工中心的生产需求,本课题提出为该加工中心增加刀具寿命管理功能,即在FANUC-0i数控系统的基础上应用宏程序技术实现了刀具寿命的计算和统计,并应用FANUC的格式数据输入功能完成刀具寿命管理的人机界面的设计;此外应用PMC技术设计了刀具寿命报警信息及报警信息的清除功能。改造后的刀具寿命管理功能经捷克加工中心试用证明满足设计的要求。
关键词:加工中心;刀具寿命管理;宏程序
Abstract
This topic proposes to add a tool life management function for the MCFHD80A machine center, in order to satisfy the production demand of the MCFHD80A horizontal type machine center. Namely, the computation and statistics of the tool life is realized in foundation of the FANUC-0i numerical control system where the macro technology is applied. And the man-machine intersurface design of the tool life management is finished by the data feeds function of the FANUC data ; In addition, the warning of the information of tool life and the function of the information elimination warning are designed by PMC technology.It is proved that remade the tool life management met the demand of the design.
Key words: machining center;tool life management; custom macro
改造后的刀具寿命管理功能经捷克加工中心试用证明满足设计的要求。现对本课题总结如下:
1.针对MCFHD80A卧式加工中心刀具寿命管理功能改造的要求,提出了在FANUC-0i数控系统的基础上应用宏程序技术实现了刀具寿命的计算和统计的控制方案。
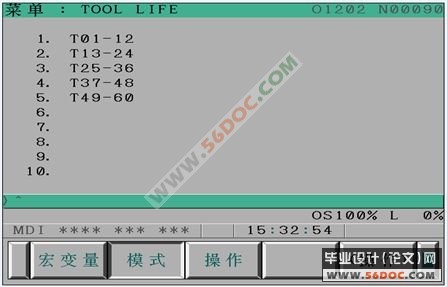
2.应用FANUC的格式数据输入功能完成了刀具寿命管理的人机界面的设计。
3.应用了PMC技术设计了刀具寿命报警信息及报警信息的清除功能。该功能简单、实用,符合工厂需求。
课题任务
1.刀具寿命管理人机界面设计;
2.用宏程序实现刀具寿命计算和统计;
3.用PMC设计刀具寿命报警信息及报警信息清除功能;
4.刀具寿命管理功能在加工中心上的应用。
目录 17000字
第一章 概论 1
1.1 前言 1
1.2 课题来源 2
1.3 课题任务 2
1.4 国内外现状 2
第二章 捷克加工中心MCFHDA 80A机床 4
2.1 机床概述 4
2.2 FANUC-0i数控系统简介 4
2.3 刀具寿命管理功能 6
第三章 用宏程序实现刀具寿命计算和统计 7
3.1 用户宏程序 8
3.1.1 变量 8
3.1.2 系统变量 9
3.1.3 宏程序语句和NC语句 11
3.2 宏程序调用 12
3.2.1 非模态调用(G65) 13
3.2.2 用M代码调用宏程序 15
3.3 子程序的调用 16
3.3.1 用M代码调用子程序 16
3.3.2 用T代码调用子程序 17
3.4 宏程序调用和子程序调用之间的差别 18
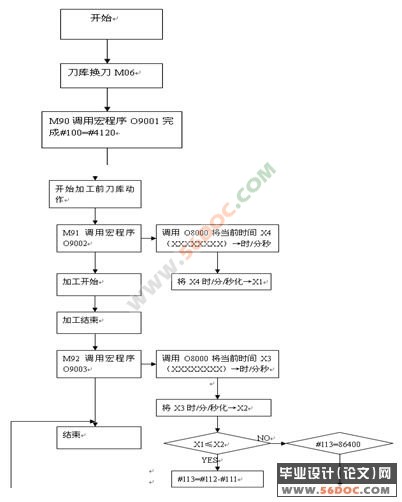
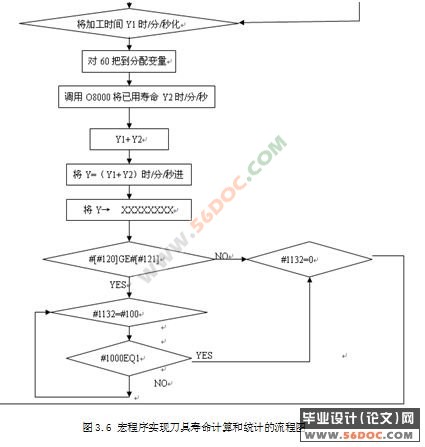
3.5 刀具寿命计算和统计的设计 18
3.5.1 设计思想 19
3.5.2 程序流程图 20
3.5.3 参数的设定 22
3.5.4 程序清单 22
第四章 刀具寿命管理人机界面设计 24
4.1 显示格式名菜单 24
4.2 格式数据显示 25
4.3 人机界面的设计 14
4.4 格式数据输入功能的字符和代码 33
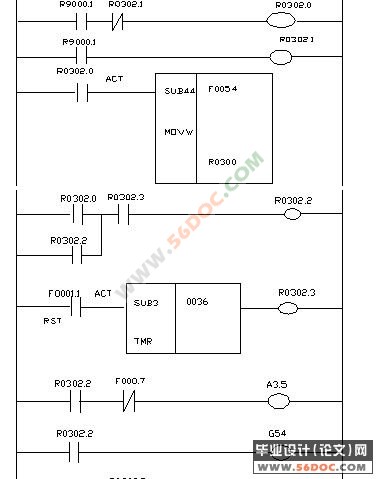
第五章 刀具寿命报警及报警信息清除的设计 35
5.1 FANUC-0i系统PMC概述 35
5.2 报警及报警信息清除的程序的设计 36
5.2.1 功能指令的应用 36
5.2.2 程序的设计 43
5.3 小结 45
第六章 结论 48
结束语 49
致谢 50
参考文献 51
|