微细电火花加工数值模拟(含任务书,开题报告,毕业论文25000字,外文翻译)
摘 要:
微细电火花加工是一种微细特种加工工艺方法,在微机械以及微细结构加工领域具有举足轻重的地位。由于RC微能电源简单可靠,在微细电火花加工中得到了大量的应用。为了深入对微细电火花加工机理的认识,进一步提高微细电火花加工能力和效率,本文进行了相关的数值模拟和试验研究,在理论研究上和工程应用上取得了一些结论。
本文主要研究内容如下:
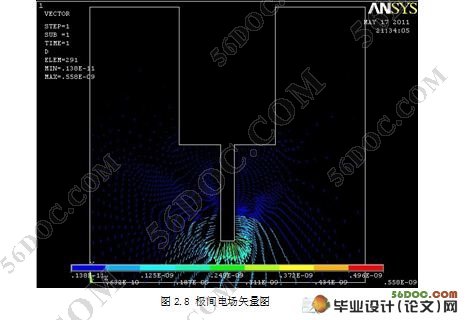
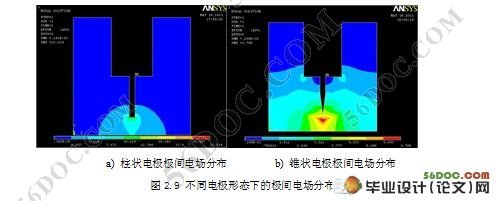
1.针对RC微能电源,建立了极间电场物理模型,采用数值模拟方法,探讨了电极形状、加工间隙等对电场分布的影响,掌握了相关的电场分布规律。
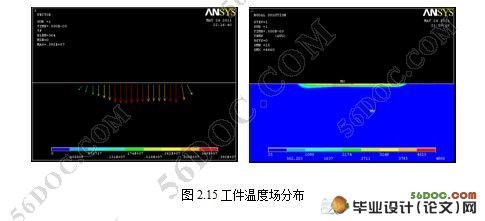
2.根据传热学理论,建立了微细电火花加工工件表面的热物理模型,采用数值模拟方法,考虑热物性参数、对流换热、相变潜热等随温度变化的影响因素,掌握了工件表面温度场分布,得出了微细电火花加工极间温度场的分布规律。
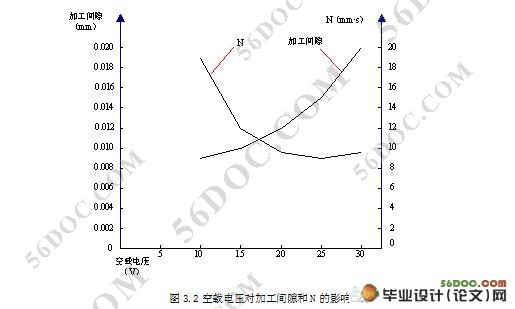
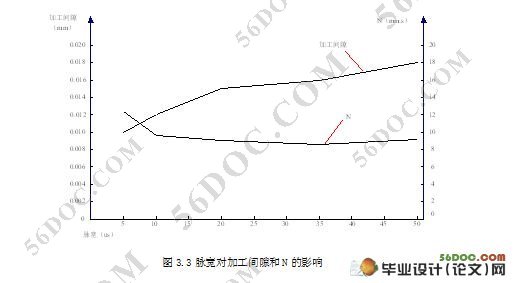
3.在上述研究基础上,采用微细电解方法在线制作柱状钨电极,合理选择工艺参数,进行了微细电火花加工试验,并分析了电参数对加工尺度和效率的影响,获得了三组应用于不同加工场合下优化的电参数。
关键词:微细电火花加工,加工能力,效率,数值模拟,电场,温度场,电参数
ABSTRACT:
Micro EDM(electric discharge machining) is a kind of special machining technique for micro machining .It has the pivotal status in the domain of micro machine as well as the micro structure processing . To raise the processing scale and the efficiency, this article has carried on the related numerical simulation and experimental study, and has made some progress in the fundamental research as well as the engineering application.
Main content of this article is as follows:
1. Using the numerical simulation method, electric field distribution influenced by the electrode geometry and the machining polarly has been discussed. Also, the related electric field distributed rule of the micro EDM has been got.
2. According to heat transfer theory, the thermal physical model of work piece’s surface in micro EDM has been established, using the numerical simulation method, considering some factors influenced along with the changing of temperature such as the thermal natural parameter, the heat convection, the latent heat and so on, the temperature field distribution of the work piece’s surface has been grasped, and distributed rule of the interelectrode temperature field in micro EDM has been obtained.
3. Basing the research foundation above, using the micro electric chemical machining to manufacture columnar tungsten electrode on-site, choosing the reasonable technological parameter, micro EDM experiments have been carried on. Also, the influence to the working accuracy and the efficiency caused by electrical parameter has been analyzed. What’s more, three groups optimized electrical parameter have been obtained to apply in the different manufacturing places.
Key words: Micro EDM, Processing capacity, Efficiency, Numerical simulation, Electric field, Temperature field, Electrical parameter
毕业设计(论文)使用的原始资料(数据)及设计技术要求:
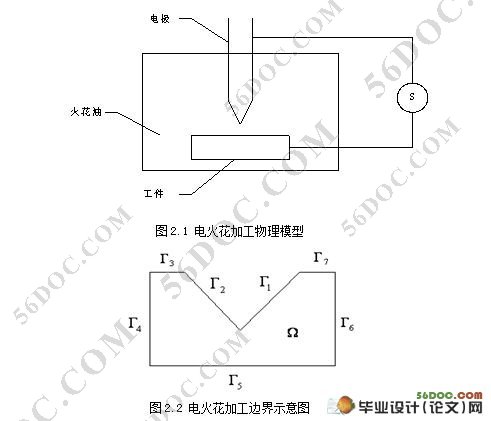
本课题旨在对微细电火花加工进行数值模拟。电火花加工是利用工具电极与工件间
火花放电对工件进行逐层蚀除来实现零件的加工。由于电火花加工受多种因素综合影响、
制约着整个放电过程的进行。利用有限元分析软件,可对加工过程进行初步模拟分析。
研究主要要求如下:
(1)加工材料为不锈钢,厚度为200μm,加工电极为直径50μm的钨电极。
(2)加工间隙为5μm,加工孔径为150μm,加工速度为30μm/min。
(3)加工介质为火花油,其介电常数为2.05。
(4)进行电场分析,加工电压为0-10V。
(5)进行加工温度场分析,设置放电脉宽为50μm、100μm。
本文主要内容及章节安排
本文主要讨论了数值模拟在微细电火花加工电场和温度场分析中的应用,并进行微细电火花试验研究,探究不同的电参数对微细电火花加工精度和效率的影响。
论文章节安排如下:
第一章 绪论
本章介绍了数值模拟在微细电火花中的应用现状和发展,以及微细电火花加工技术的国内外发展水平及发展方向。结合课题背景意义,提出本文主要内容。
第二章 微细电火花加工数值模拟
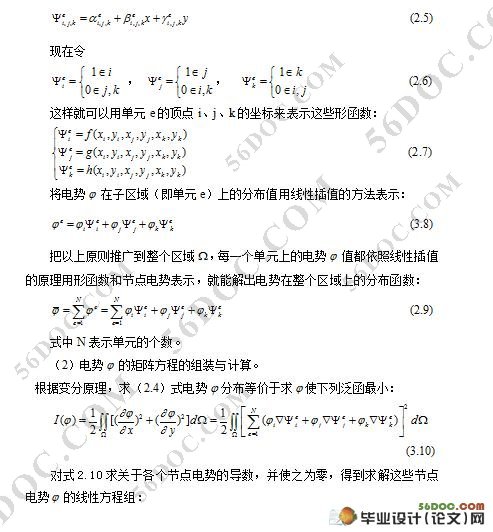
本章通过计算机仿真技术对电火花加工过程中的电场进行模拟,采用有限元方法,把无法用理论方法精确求解的复杂问题,通过一定的方法转换为可计算的有限单元结构体系,并依靠计算机对原问题进行近似求解。分别对极间电场和加工时工件表面的温度场进行了模拟:对极间电场建立物理模型,并进行数学求解,借助ANSYS求得数值解,得到电场的分布及电场分布与电极形状、加工间隙等因素的关系;对放电加工时工件表面建立传热物理模型,并进行数学求解,借助ANSYS求得数值解。
第三章 微细电火花加工试验研究
本章首先详细介绍了微细电火花试验系统,并对微细电火花加工中电极的制作方法进行了探讨,通过试验获得一种快速获得10到100μm直径的电极的方法。结合试验,验证电火花数值模拟的结论,讨论电火花加工电参数对于加工间隙和加工效率的影响,获得加工间隙和加工效率随各种电参数变化而变化的曲线。总结上述试验,分别从加工间隙、效率及二者的折中这三个角度出发,选择了三组优化的放电参数,用于指导工程实践。
第四章 总结与展望
本章总结了全文的研究工作,并提出了进一步的研究方向。
第二章 微细电火花加工数值模拟
火花放电时,电极表面的金属材料究竟是怎样被蚀除下来的,这一微观的物理过程即所谓的电火花加工机理。从大量的试验资料来看,每次电火花腐蚀的微观过程是电场力、磁力、热力、流体动力电化学等综合作用的过程。对于电火花的间隙状态,许多学者对其进行了研究,由于电火花极间物理状态复杂,所以描述极间状态的数学方程也非常复杂,求得方程的准确的解析解将十分困难。通过计算机数值模拟技术对电火花加工过程中的极间电场和工件表面温度场进行模拟,以便更好地认识放电过程,深入对微细电火花加工机理的认识。
|