拨叉加工工艺及夹具设计(含CAD夹具零件图装配图)
来源:56doc.com 资料编号:5D11260 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D11260
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
拨叉加工工艺及夹具设计(含CAD夹具零件图装配图)(选题审批表,任务书,开题报告,中期检查表,论文说明书16900字,工序卡,工艺过程卡,CAD图6张,答辩PPT)
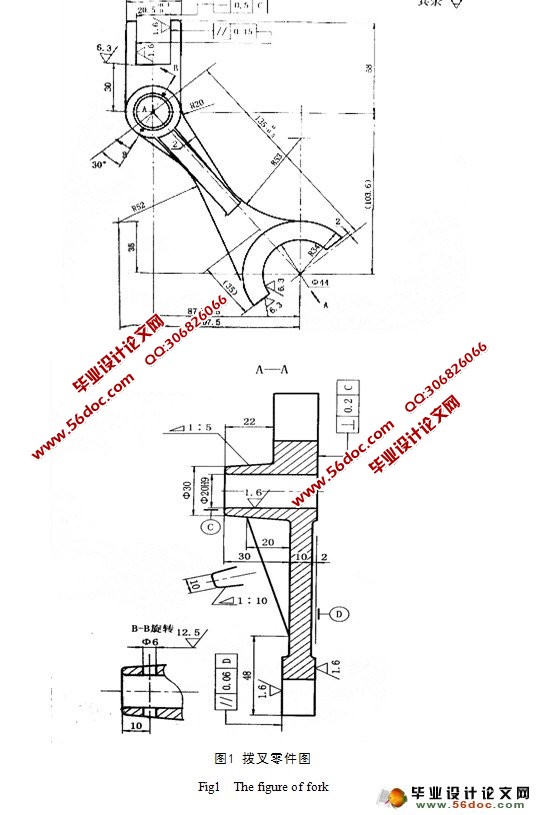
摘 要:此次设计是进行拨叉零件的加工工艺和夹具设计,其零件为锻件,具有体积小,零件复杂的特点,由于面比孔易加工,在制定工艺规程时,就先加工面,再以面为基准来加工其它加工面,其中各工序夹具都采用专用夹具,特别的对于加工大头孔和槽的工序中,选一面两销的定位方式,并以操作简单的手动夹紧方式夹紧,其机构设计简单,方便且能满足要求。
关键词:拨叉;加工工艺;夹具设计
The Design of Fork Processing Craft and Fixture
Abstract:This design is to design processing craft and fixture of the fork whose parts are forging featured its small volume and complex structure. Because the surface is easier to process than the hole, the surface is processed firstly when doing the process flow. Then other parts are processed on the basic standards of processing surface. The clamps of every process are special clamps whose structure design is simple, convenient and meeting the requirements. Especially to the processing of the big hole and slot whose localization way choosing one side and two pins, and their clamping way are with simple operation manual.
Key words:Fork; Processing craft; Design of clamp
目 录
摘要 1
关键词 1
1 前言 1
2 拨叉的工艺分析 2
3 工艺规程设计 4
3.1 加工工艺过程 4
3.2 确定各表面加工方案 4
3.2.1 影响加工方法的因素 5
3.2.2 加工方案的选择 5
3.3 确定定位基准 5
3.3.1 定位基准的选择 5
3.3.2 精基准的选择 5
3.3.3 粗基准的选择 6
3.4 工艺路线的拟订 6
3.4.1 工序的合理组合 6
3.4.2 加工阶段的划分 7
3.4.3 加工工艺路线方案的比较 8
3.5 拨叉的机械加工余量,工序尺寸及毛坯尺寸的确定 10
3.5.1 毛坯的结构工艺要求 10
3.5.2 确定毛坯尺寸及机械加工总余量 11
3.5.3 工序间加工余量的确定 11
3.6 确定切削用量及基本工时 12
3.7 时间定额计算及生产安排 21
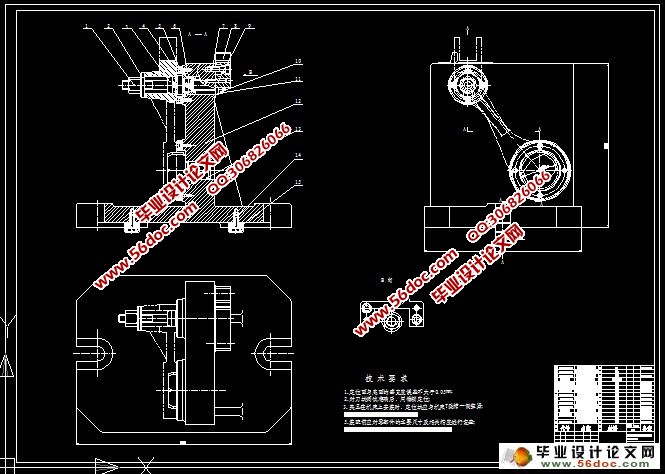
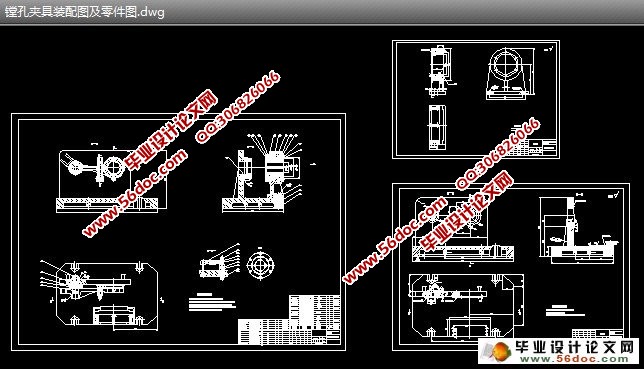
4 镗孔夹具设计 25
4.1 定位、夹紧方案的选择 25
4.2 切削力及夹紧力的分析计算 25
4.3 误差分析与计算 27
4.4 零、部件的设计与选用 28
4.4.1 定位销选用 28
4.4.2 夹紧装置的选用 29
4.5 夹具设计及操作的简要说明 29
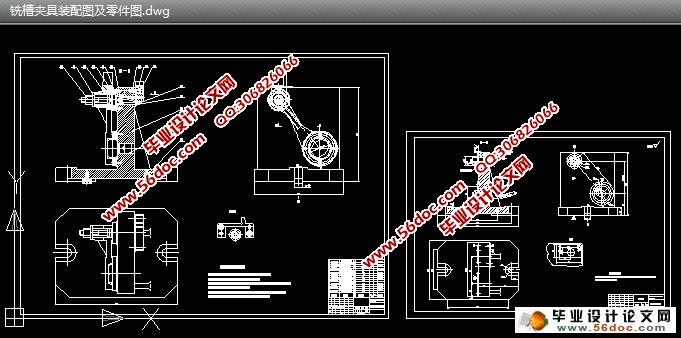
5 铣槽夹具设计 29
5.1 定位基准的选择 29
5.2 切削力及夹紧分析计算 29
5.3 误差分析及计算 31
5.4 零、部件的设计与选用 31
5.4.1 定位销选用 31
5.4.2 夹紧装置的选用 32
5.4.3 定向键与对刀装置设计 32
5.5 夹具设计及操作的简要说明 34
6 结论 35
参考文献 35
致谢 36
附录 36
附录
附录1:机械加工工艺卡片
附录2:拨叉零件图 1张A3图纸
附录3:镗孔夹具装配图 1张A0图纸
附录4:铣槽夹具装配图 1张A0图纸
附录5:夹具零件图 2张A1图纸和1张A2图纸
|