CA6140车床手柄轴的加工工艺及夹具设计(CAD,UG三维)
来源:56doc.com 资料编号:5D11487 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D11487
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
CA6140车床手柄轴的加工工艺及夹具设计(CAD,UG三维)(设计说明书7800字,工艺卡,cad图纸8张,UG三维图1张)
零件的工艺分析及生产类型的确定
1. 零件的工艺性分析
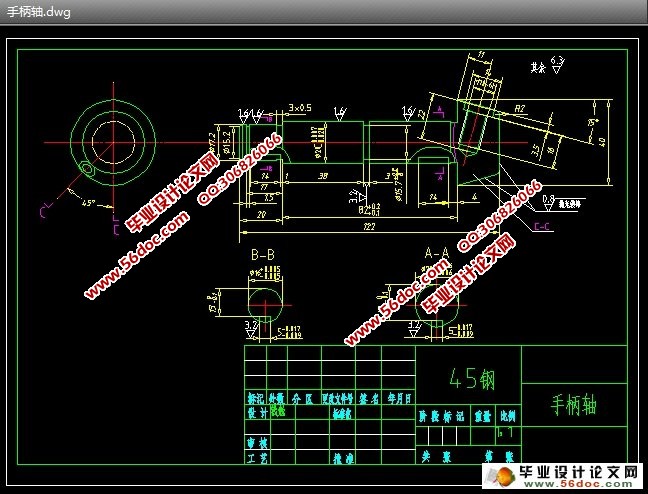
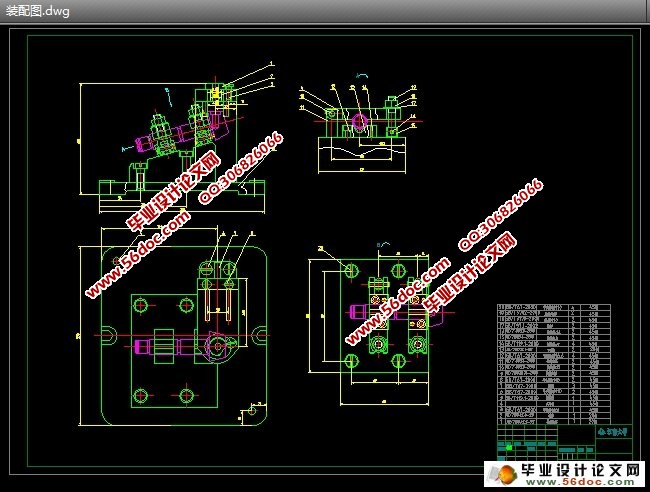
通过对该零件图的重新绘制,知原图样的视图正确,完整,尺寸,公差及技术要求齐全。该零件属轴类回转体零件,它的所有表面均需切屑加工,各表面的加工精度和表面粗糙度都不难获得。 表面粗糙度要求较高 需经多次切削才能满足要求,手柄处镀铬,在镀铬之前须进行抛光处理以使镀铬均匀。本零件的最难加工的地方就是在斜面上钻孔,且要保证孔与键槽成 ,需要专用夹具。总体来说,本零件的工艺性较好。
2. 零件的生产类型
依设计的题目知:生产纲领 N = 30000万/年 , 生产类型为大批大量生产
零件是机床CA6140的手柄轴,质量为0.445Kg.
目录
一、 零件的工艺分析及生产类型的确定
1. 零件的作用-------------------------------------------------------------------------- 3
2. 热处理-------------------------------------------------------------------------------- 3
3. 零件的生产类型-------------------------------------------------------------------- 3
二、选择毛坯,确定毛坯尺寸,设计毛坯图
1.选择毛坯------------------------------------------------------------------------------- 3
2.确定机械加工余量、毛胚尺寸和公差------------------------------------------- 3
3.确定机械加工余量------------------------------------------------------------------- 4
4确定毛坯尺-----------------------------------------------------------------------------4
5.确定毛坯尺寸公差--------------------------------------------------------------------5
6.设计毛坯图-----------------------------------------------------------------------------5
三、选择加工方法,制定工艺路线
1.定位基准的选择-----------------------------------------------------------------------6
2.零件表面加工方法的选择-----------------------------------------------------------6
3.制定工艺路线--------------------------------------------------------------------------6
四、工序设计
1.选择加工设备与工艺装备-----------------------------------------------------------8
2.确定工序尺寸--------------------------------------------------------------------------9
五、确定切削用量及基本时间------------------------------------11
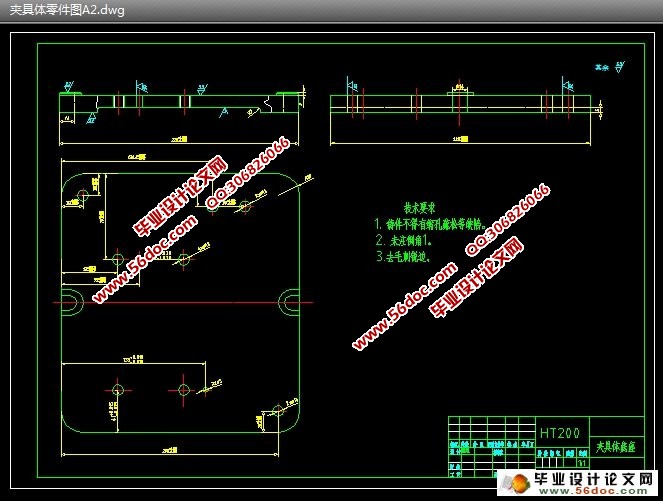
六、夹具设计---------------------------------------------------------20
七 参考文献---------------------------------------------------------22
|