套筒工艺及铣床夹具设计(含CAD零件图,夹具装配图,工艺卡)(任务书,外文翻译,论文说明书13000字,工艺卡,CAD图纸2张,答辩PPT)
摘 要
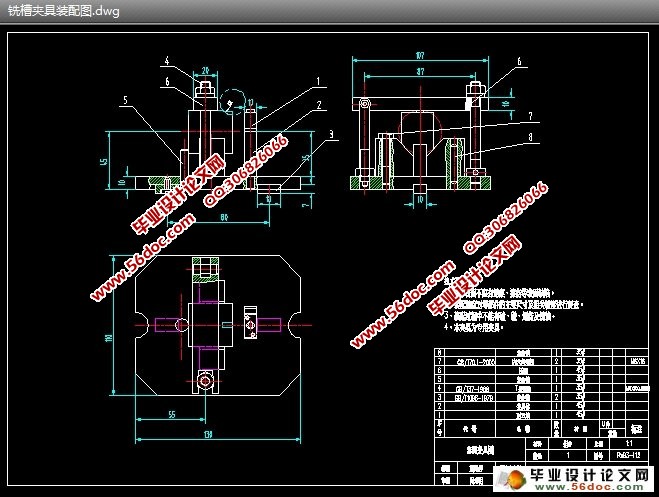
工艺学是研究机械加工工艺技术和夹具设计为主的技术学科,具有很强的实践性,要求学习过程中应紧密联系生产实践,同时它又具有很强的综合性。本次毕业设计研究的课题是套筒零件加工工艺编制及铣床夹具设计,主要内容如下:首先,对零件进行分析,根据零件图提出的具体加工要求,确定毛坯的制造形式和尺寸。第二步,进行基面的选择,确定加工过程中的粗基准和精基准。根据选好的基准,制定工艺路线方案,第三步,根据已经确定的工艺路线,选择加工设备及工艺装备,再确定每一工步的切削用量。在机械设计制造各行业的工艺过程中广泛应用着各种不同的,用以固定加工对象,使之占有正确位置,以便接受施工的一种工艺装备,通称为夹具。本次夹具设计则是设计铣套筒圆弧R10mm 的夹具。设计夹具先对原始资料进行分析,明确设计的要求和意图,然后提出具体的定位、夹紧、对刀方案和夹具体的一般结构。为保证设计的可靠性,还要对夹具的夹紧力和精度进行了分析。同时使设计基准与定位基准相重合,保证了槽侧面的加工精度与位置公差。然后确定夹具结构方案,然后开始切削力、夹紧力的计算和定位误差的分析。最后,把整个设计过程整理为设计说明书和图纸,至此整个设计基本完成。
关键词:套筒,加工工艺,铣床夹具
ABSTRACT
Technology is the technology research of mechanical processing technology and fixture design, has a strong practice, requirements should be closely combined with the production practice in the learning process, and it also has the very strong comprehensive. The graduation design topic is the preparation technology of the sleeve parts processing and milling fixture design, the main contents are as follows: firstly, the analysis of parts, according to the specific part drawing processing requirements, determine the manufacture of blank shape and size. The second step, the selection of base, determine the processing of crude and refined baseline benchmark. According to the chosen benchmark, creating process flow scheme, the third step, according to process routes have been identified, select the processing equipment and process equipment, then determine the amount of cutting each work step. In the process of mechanical design and manufacturing industries in a wide variety of applications, for processing a fixed object, so that possession of the correct position, to receive a construction techniques and equipment, known as the fixture. The jig design is the fixture design of arc milling sleeve R10mm. Fixture design first carries on the analysis to the original data, make clear of the design requirements and intentions, and then put forward specific positioning, clamping, clamping tool setting scheme and general structure of concrete. In order to ensure the design reliability, but also on the clamping force and precision was analyzed. At the same time the design standard and the locating datum coincide, ensure the machining precision and position tolerance groove side. Then determine the structure scheme of fixture, calculation and positioning error analysis and began cutting force, clamping force. Finally, the whole design process for the design specifications and drawings, thus the whole design is basically completed.
Keywords: sleeve, machining, milling fixture
套筒工艺分析
1、查零件图的完整性:
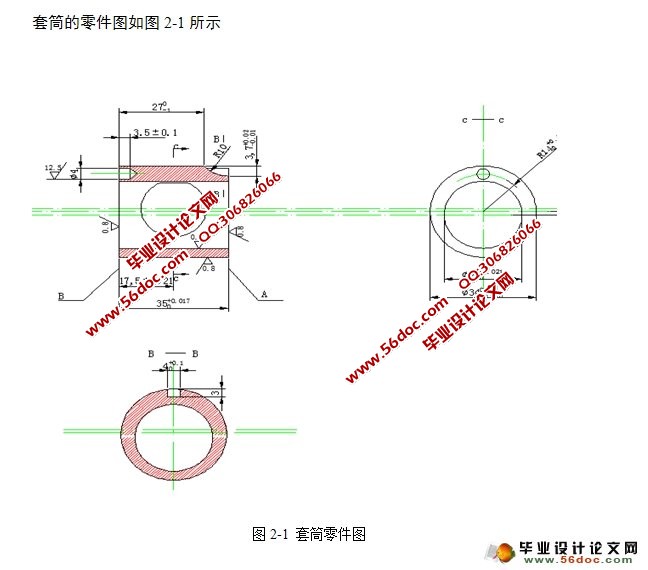
审查零件图上的尺寸标注是否完整、结构表达是否清楚。
2、分析技术要求是否合理:
加工表面的尺寸精度;要加工表面的形状精度;主要加工表面的相互位置精度;表面质量要求;热处理要求。
零件上的尺寸公差、形位公差和表面粗糙度的标注,应根据零件的功能经济合理地决定。过高的要求会增加加工难度,过低的要求会影响工作性能,两者都是不允许的。
3、审查零件材料选用是否适当:
材料的选择既要满足产品的使用要求,又要考虑产品成本,尽可能采用常用材料,如45号钢,少用贵重金属。
4、零件的结构工艺性分析:
由于本产品的精度要求比较高,再加上零件又是偏心还有钻孔加工,则需要选择好定位基准,需要采用粗车→精车既卡完成车削加工。所以车削后,还需要进行粗磨,精磨。考虑加工的效率和加工的经济性车床选用CA6140,,铣床选用X6012,钻床选用Z525台式钻床和Z3025*10两种。磨床因加工表面不同选用M1432A,外圆磨床MQ1312和M2110三种。拟定工艺路线时,在考虑主要表面加工的同时,还要考虑次要表面的加工和热处理,参照附录表可知,这些表面的加工顺序为:粗车端面—铣平面—车外圆—粗磨—精磨—研磨。要求不高的外圆表面、次要表面如退刀槽、倒角、螺纹,应在车外圆时加工。渗碳安排在中间检验后以便提高表面层的耐磨性,同时保持心部有高的耐冲击能力,即强韧性。磁力探伤安排在零件外圆精磨之后检验外圆表面是否有缺陷。
该套筒的加工顺序:毛坯→粗车端面外圆及切断→精车端面→铣键槽→钻孔 →去毛刺→钻孔 →镗孔 →钻孔 →中间检验→调制处理→半精车外圆→镗内孔 →精磨端面→精磨外圆→渗N→粗磨内孔→精磨内孔→磁力探伤→研磨内孔 →终检
目录
第一章 绪论 1
第二章 套筒零件图分析 3
2.1 套筒零件图的分析 3
2.1.1 套筒结构特点 3
2.1.2 套筒作用 4
2.1.3 套筒工艺分析 4
第三章 套筒工艺过程分析 7
3.1确定毛坯 7
3.1.1 毛坯选择 7
3.1.2 绘制毛坯图 8
3.2拟定工艺路线 8
3.2.1 各表面加工方法 8
3.2.2 定位基准的选择 19
3.2.3 加工阶段的划分 20
3.2.4 工序集中与分散 21
3.2.5 热处理工序安排 22
3.2.6 辅助工序的安排 22
3.2.7 重要工序的分析 22
3.3 加工余量的确定 23
3.4 尺寸链计算 24
第四章 铣床夹具设计 26
4.1 定位装置的设计 26
4.2夹紧装置的设计 26
4.3绘制夹具总图 26
4.4夹具操作简述 27
4.5夹具精度校核 27
第五章 结论 29
参考文献 30
致 谢 31
毕业小结 32
附 录 34
附 录
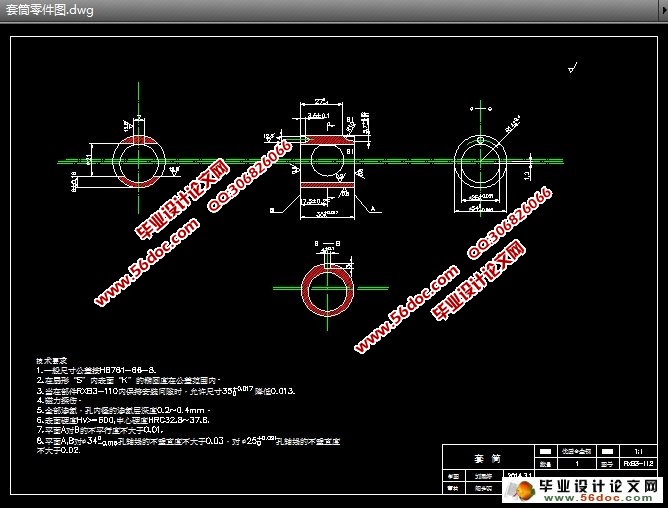
附录1——套筒零件图
附录2——套筒加工工艺卡片
附录3——铣槽夹具装配图
|