减速器箱体机械加工工艺及夹具设计(含CAD夹具零件图装配图,工艺卡)(选题审题表,任务书,中期检查表,论文说明书12200字,工序卡,工艺卡,CAD图纸6张)
摘 要
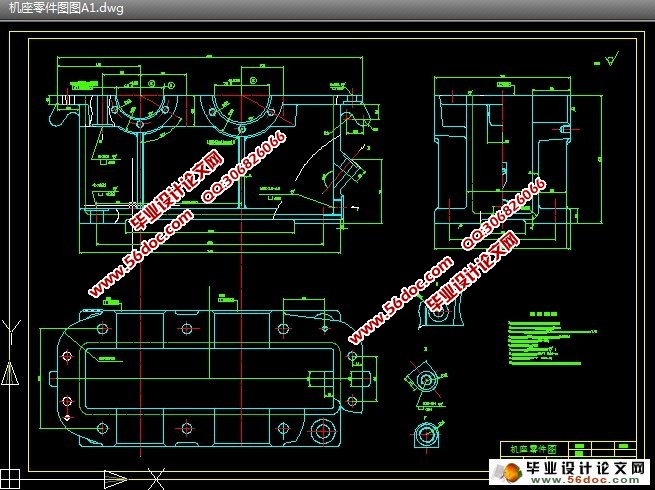
箱体零件是一种典型零件,其加工工艺规程和工装设计具有典型性。该箱体零件结构复杂,零件毛坯采用铸造成形。在加工过程中,采用先面后孔的加工路线,以保证工件的定位基准统一、准确。为了消除切削力、夹紧力、切削热和因粗加工所造成的内应力对加工精度的影响,整个工艺过程分为粗、精两个阶段。通过被加工零件的分析完成了机械加工工艺的设计及各加工工序机动时间的计算。根据箱体零件的结构及其功能,运用定位夹紧的知识完成了夹具设计。
关键词: 箱体,工艺,夹具
ABSTRACT
This box machine element is typical, the manufacturing process and tooling design of it is typical.The structure of this box machine element is complicated, the machine element’s blank adopt casting shape. In the process of manufacture, in order to ensure th -e location datum accurate and unity, I adopt the manufacturing line from face to hole.In order to clear away the influence for machining accurate of internal stress, cutting force, clamping force, heat in cutting from coarse manufacturing, the whole manufacturing pro -cess is made of coarse and accurate manufacturing. Parts were processed through the a -nalysis of the complete machining process design and the manufacturing processes for mobile time calculations. According to the box components and the function and structu -re, the use of the knowledge positioning clamp completed the fixture design.
Key Words:Box machine,Processing,Jig
目 录
摘要 Ⅰ
绪论 1
第1章 减速器机壳体加工工艺 2
1.1 箱体工艺分析 2
1.1.1零件分析 2
1.1.2箱体的结构特点 2
1.1.3 箱体的材料、毛坯及热处理 3
1.2减速器箱体加工工艺过程 5
1.2.1减速器箱体的机械加工工艺过程 5
1.2.2减速器加工的工艺路线方案拟订 5
1.3 主要表面的加工 13
1.3.1箱体的平面加工 13
1.3.2住轴孔的加工 14
1.3.3 孔系的加工 14
1.4 定位基准的选择 15
1.4.1粗基准的选择 15
1.4.2精基准的选择 16
1.5工艺尺寸的计算 17
1.5.1 加工余量及其毛坯尺寸的确定 17
1.5.2切削用量的选择 19
1.5.3切削工时的额定 21
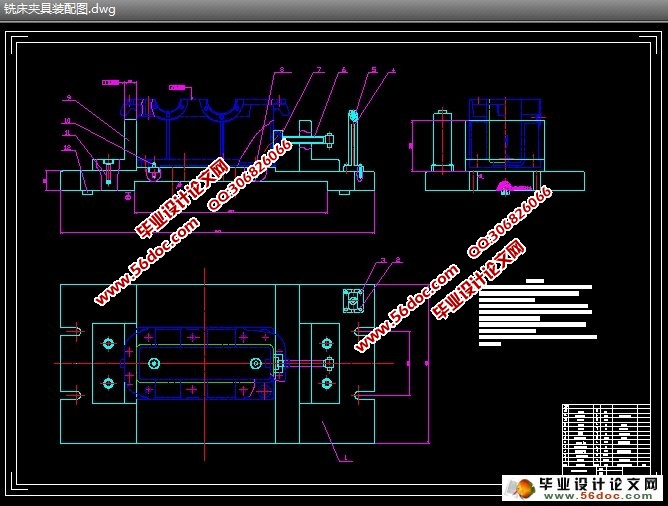
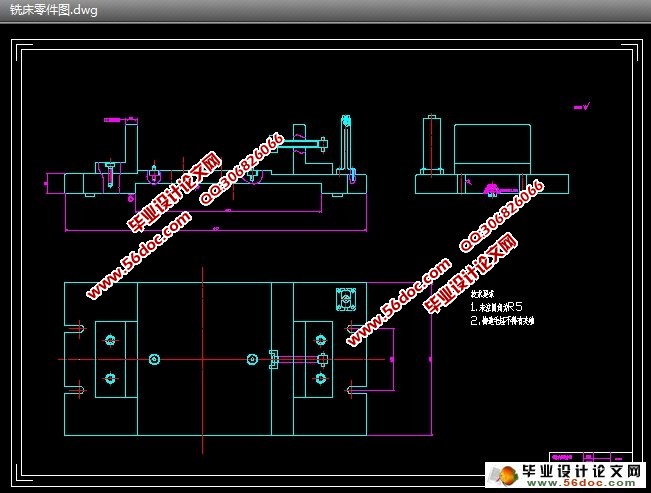
第2章 夹具的设计 27
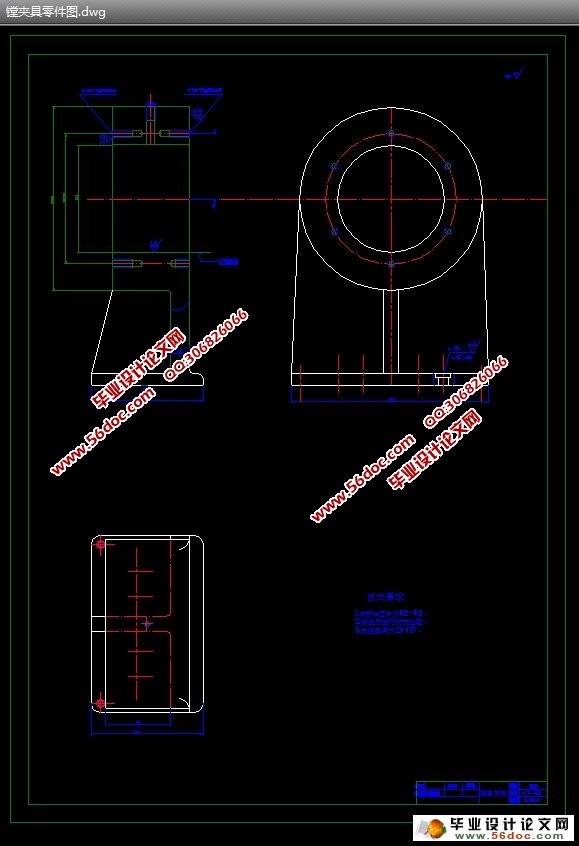
2.1镗床夹具设计 27
2.1.1结构分析 27
2.1.2夹具的结构类型 27
2.1.3夹紧力大小的确定原则 28
2.1.4 定位销尺寸及高度的确定 30
2.2钻床夹具设计................................................32
2.2.1确定定位方案..............................................32
2.2.2夹紧力及夹紧装置的确定....................................33
2.2.3定位误差分析..............................................33
2.2.4夹具的操作说明............................................33
结论 35
致谢 36
参考文献 37
|