CA6140车床主轴箱体机械加工工艺规程及夹具设计(选题审题表,任务书,中期检查表,论文说明书12000字,工序卡,工艺卡,CAD图纸5张)
摘要
本文设计CA6140车床主轴箱体的机械加工工艺规程及夹具设计。作为主要的车削加工机床,CA6140机床广泛的应用于机械加工行业中。本设计主要针对CA6140机床的主轴箱体进行设计,设计的内容主要有箱体的机械加工工艺规程,箱体的材料毛坯及热处理,毛坯的制造形式,铣钻等专用夹具设计。利用三维画图软件进行了箱体的设计和处理
关键词: 主轴箱 机械加工工艺规程 夹具设计
ABSTRACT
In the production process, the object of production (raw materials, blanks, parts, or assembly, etc.) the state of quality and quantity of the process of change is called a direct process, such as blank manufacturing, machining, heat treatment, assembly and so called process process. In the development process, we must determine the position of the erector and the process required working steps, processing, this process locomotive and machine feed rate, cutting depth, spindle speed and cutting speed, the process of the fixture, tool and measuring tools, as well as the number and go walk the knife blade length, the last time to calculate the basic processes, support time and work to serve the time.
Keyword: Headstock Processing Fixture Design
零件的作用
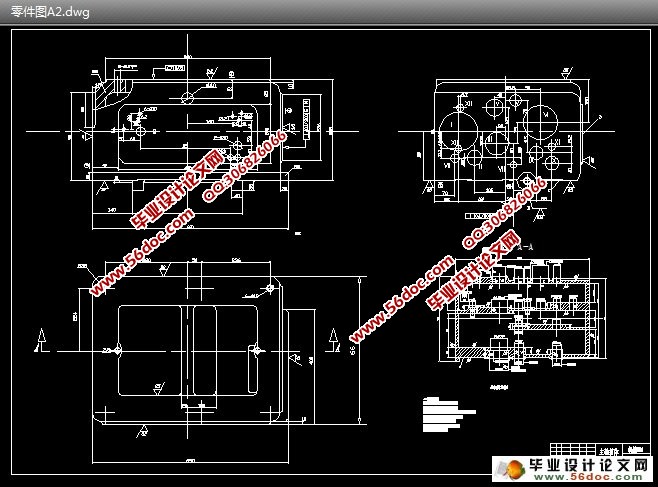
题目给出的零件是C6140主轴箱体,它的主要的作用是用来支承、固定的。它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动力将运动传给进给箱。主轴箱中的主轴是车床的关键零件。主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值也将大打折扣。
1.2 零件的工艺分析
零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,减震性能良好。传动箱体需要加工表面以及加工表面的位置要求。现分析如下:
(1)主要加工面
1)铣上下平面保证尺寸100mm,平行度误差为0.03
2)铣侧面保证尺寸62与20与下平面的平行度误差为0.02
3)镗上、下面平面各孔至所要求尺寸,并保证各位误差要求
4)钻侧面4—M6螺纹孔
5)钻孔攻丝底平面各孔
(2)主要基准面:
1)以下平面为基准的加工表面
这一组加工表面包括:传动箱上表面各孔、传动箱上表面
2)以下平面为基准的加工表面
这一组加工表面包括:主要是下平面各孔及螺纹孔
目录
摘要
绪论 1
第一章 箱体加工工艺规程设计 3
1. 零件的分析 ..3
1.1零件的作用 3
2.2零件的工艺分析 ......3
2. 箱体加工的主要问题和工艺过程设计采取的相应措施...3
2.1箱体的结构特点...................................................3
第二章 箱体的材料,毛坯及热处理........................................4
1. 毛坯种类的确定..........................................................4
2. 毛坯的形状及尺寸的确定.............................................5
3. 毛坯的热处理.............................................................5
第三章 确定毛坯的制造形式 ..................................................6
1. 基面的选择 ..........................................................6
2. 确定工艺路线 ...................................................6
3. 机械加工余量、工序尺寸及毛坯尺寸的确定 ..........8
4. 确定切削用量 .....................................................8
5. 小结 ...................................................................19
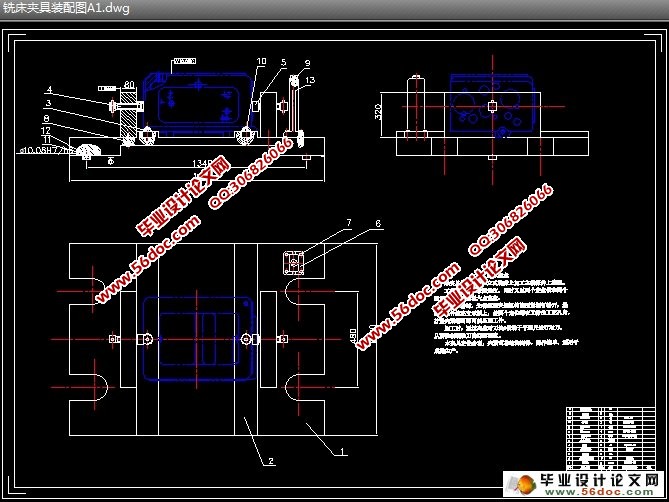
第四章 粗精铣上端面夹具设计………………………………… ……19
1. 确定定位方案 ......................................................20
2. 计算夹紧力并确定夹紧装置 .................................20
3. 定位误差分析与计算 ............................................21
4. 夹具设计及操作的简要说明 ..................................21
5. 小结 .............................................................................21
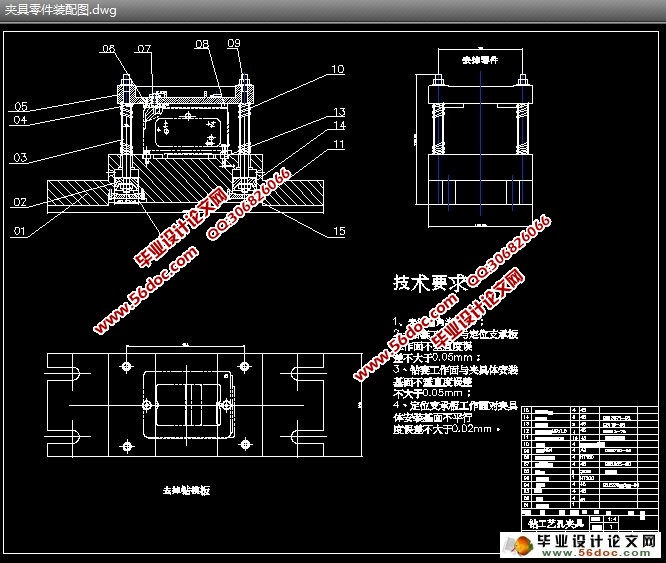
第五章 加工工艺孔专用夹具设计 .........................................21
结束语 ................................................................................27
致谢 ...................................................................................28
参考文献 .............................................................................29
|