ЧњжсЕФЙЄвеЩшМЦМАЯрЙиМаОпЩшМЦ(КЌCADСуМўМаОпЭМ,SolidWorksШ§ЮЌЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D16046 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D16046
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ЧњжсЕФЙЄвеЩшМЦМАЯрЙиМаОпЩшМЦ(КЌCADСуМўМаОпЭМ,SolidWorksШ§ЮЌЭМ)(ТлЮФЫЕУїЪщ10000зж,CADЭМжН6еХ,SolidWorksШ§ЮЌЭМ,ЙЄађПЈ,ЙЄвеПЈ)
еЊвЊ
БОЦЊБЯвЕЩшМЦЧњжсЕФЙЄвеЩшМЦМАЯрЙиМаОпЩшМЦЃЌЧњжсСуМўЕФжївЊМгЙЄБэУцЪЧжїжсОБЭтдВМАСЌИЫЬхЩЯЯТЃЌзѓгвБэУцЃЌгЭПзЃЌвдМАТнЮЦПзКЭМќВлЕФМгЙЄЁЃвЛАуРДЫЕЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШгыБЃжЄжсЯЕЕФМгЙЄОЋЖШЯрБШЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШБШНЯШнвзЁЃМќВлМгЙЄЖМЪЧбЁгУзЈгУЯГДВМаОпЃЌМаНєЗНЪНвЛАубЁгУЪжЖЏМаНєЃЌМаНєПЩППЁЃвђДЫЩњВњаЇТЪНЯИпЁЃФмЙЛТњзуЩшМЦвЊЧѓЁЃ
ЮФеТЕФжиЕудкгкЖдЧњжсСуМўЕФЙЄвеадКЭСІбЇадФмЗжЮіЃЌЖдМгЙЄЙЄвеНјааКЯРэЗжЮіЃЌбЁдёШЗЖЈКЯРэЕФУЋХїЁЂМгЙЄЗНЪНЁЂИпаЇЩшМЦЁЂЪЁСІЕФМаОпЃЌОЙ§ЪЕМљжЄУїЃЌзюжеМгЙЄГіКЯИёЕФЧњжсСуМўЁЃ
ЙиМќДЪЃКЧњжсМгЙЄБэУц,ЯГВлМаОп,МаОп
2 СуМўНсЙЙЙЄвеЗжЮі
БОЮФЪзЯШЖдЧњжсЕФСуМўНјааЗжЮіЃЌЭЈЙ§ЖдЧњжсНјааЕФбаОПКЭЗжЮіЃЌУшЪіСЫЫќЕФУЋХїжЦдьаЮЪНЁЂЛњаЕМгЙЄгрСПЁЂЛљзМбЁдёЁЂЙЄађГпДчКЭУЋХїГпДчЕФШЗЖЈЃЌвдМАЧаЯїгУСПКЭЙЄЪБЕФМЦЫуЕШЯрЙиФкШнЁЃЮЊСЫЬсИпРЭЖЏЩњВњТЪЃЌгыжИЕМРЯаЩЬКѓЃЌИаОѕгУМаОпБШНЯКЯЪЪЁЃЫцзХПЦбЇММЪѕЕФЗЂеЙЃЌИїжжаТВФСЯЁЂаТЙЄвеКЭаТММЪѕВЛЖЯгПЯжЃЌЛњаЕжЦдьЙЄвее§ЯђзХИпжЪСПЁЂИпЩњВњТЪКЭЕЭГЩБОЗНЯђЗЂеЙЁЃИїжжаТЙЄвеЕФГіЯжЃЌвбЭЛЦЦДЋЭГЕФвРППЛњаЕФмЁЂЧаЯїСІНјааЧаЯїМгЙЄЕФЗЖГыЃЌПЩвдМгЙЄИїжжФбМгЙЄВФСЯЁЂИДдгЕФаЭУцКЭФГаЉОпгаЬиЪтвЊЧѓЕФСуМўЁЃЪ§ПиЛњДВЕФЮЪЪРЃЌЬсИпСЫИќаТЦЕТЪЕФаЁХњСПСуМўКЭаЮзДИДдгЕФСуМўМгЙЄЕФЩњВњТЪМАМгЙЄОЋЖШЁЃЬиБ№ЪЧМЦЫуЗНЗЈКЭМЦЫуЛњММЪѕЕФбИЫйЗЂеЙЃЌМЋДѓЕиЭЦЖЏСЫЛњаЕМгЙЄЙЄвеЕФНјВНЃЌЪЙЙЄвеЙ§ГЬЕФздЖЏЛЏДяЕНСЫвЛИіаТЕФНзЖЮЁЃ
“ЙЄгћЩЦЦфЪТЃЌБиЯШРћЦфЦїЁЃ”
ЙЄОпЪЧШЫРрЮФУїНјВНЕФБъжОЁЃзд20ЪРМЭФЉЦквдРДЃЌЯжДњжЦдьММЪѕгыЛњаЕжЦдьЙЄвездЖЏЛЏЖМгаСЫГЄзуЕФЗЂеЙЁЃЕЋЙЄОпЃЈКЌМаОпЁЂЕЖОпЁЂСПОпгыИЈОпЕШЃЉдкВЛЖЯЕФИяаТжаЃЌЦфЙІФмШдШЛЪЎЗжЯджјЁЃЛњДВМаОпЖдСуМўМгЙЄЕФжЪСПЁЂЩњВњТЪКЭВњЦЗГЩБОЖМгазХжБНгЕФгАЯьЁЃвђДЫЃЌЮоТлдкДЋЭГжЦдьЛЙЪЧЯжДњжЦдьЯЕЭГжаЃЌМаОпЖМЪЧживЊЕФЙЄвезАБИЁЃ
дкетДЮБЯвЕЩшМЦжаЃЌИљОнПЮЬтЫљИјЕФСуМўЭМЁЂММЪѕвЊЧѓЃЌЭЈЙ§ВщдФЯрЙизЪСЯКЭЪщМЎЃЌСЫНтКЭеЦЮеСЫЕФЛњаЕМгЙЄЙЄвеКЭБрГЬЕФвЛАуЗНЗЈКЭВНжшЃЌВЂдЫгУетаЉЗНЗЈКЭВНжшНјааСЫМаОпЩшМЦЁЃећИіЩшМЦЕУжИЕМЫМЯы“МђБуЁЂаЇТЪИпЁЂЗЧГЃОМУ”ЁЃ
2.1 СуМўЕФЗжЮі
2.1.1 СуМўЕФзїгУЃК
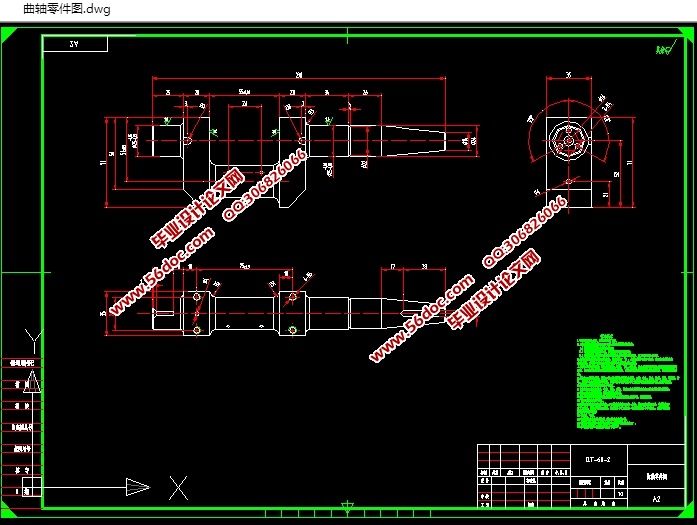
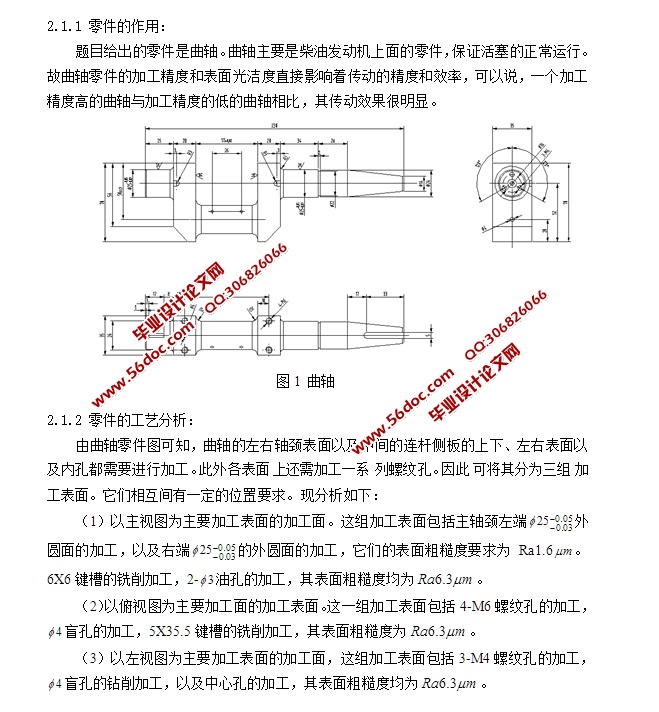
ЬтФПИјГіЕФСуМўЪЧЧњжсЁЃЧњжсжївЊЪЧВёгЭЗЂЖЏЛњЩЯУцЕФСуМўЃЌБЃжЄЛюШћЕФе§ГЃдЫааЁЃЙЪЧњжсСуМўЕФМгЙЄОЋЖШКЭБэУцЙтНрЖШжБНггАЯьзХДЋЖЏЕФОЋЖШКЭаЇТЪЃЌПЩвдЫЕЃЌвЛИіМгЙЄОЋЖШИпЕФЧњжсгыМгЙЄОЋЖШЕФЕЭЕФЧњжсЯрБШЃЌЦфДЋЖЏаЇЙћКмУїЯдЁЃ
2.1.2 СуМўЕФЙЄвеЗжЮіЃК
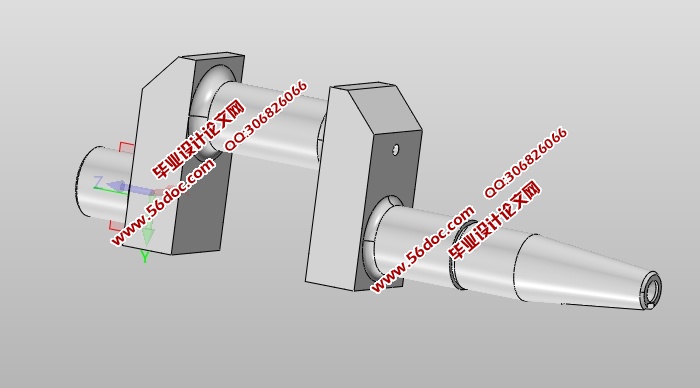
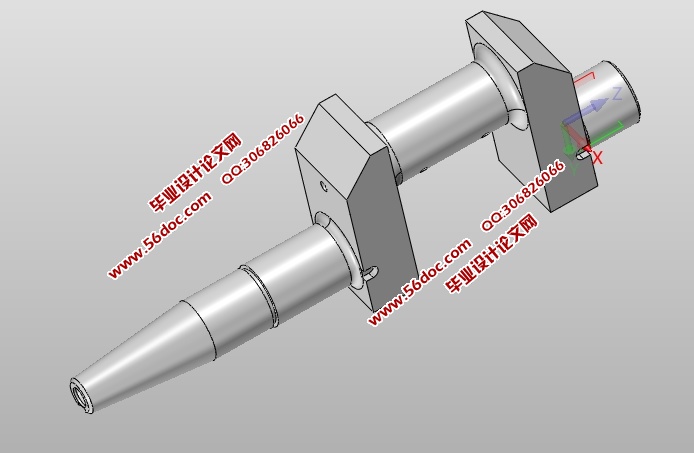
гЩЧњжсСуМўЭМПЩжЊЃЌЧњжсЕФзѓгвжсОББэУцвдМАжаМфЕФСЌИЫВрАхЕФЩЯЯТЁЂзѓгвБэУцвдМАФкПзЖМашвЊНјааМгЙЄЁЃДЫЭтИїБэУц СаТнЮЦПзЁЃвђДЫ МгЙЄБэУцЁЃЫќУЧЯрЛЅМфгавЛЖЈЕФЮЛжУвЊЧѓЁЃЯжЗжЮіШчЯТЃК
ЃЈ1ЃЉвджїЪгЭМЮЊжївЊМгЙЄБэУцЕФМгЙЄУцЁЃетзщМгЙЄБэУцАќРЈжїжсОБзѓЖЫ ЭтдВУцЕФМгЙЄЃЌвдМАгвЖЫ ЕФЭтдВУцЕФМгЙЄЃЌЫќУЧЕФБэУцДжВкЖШвЊЧѓЮЊRa1.6 ЁЃ6X6МќВлЕФЯГЯїМгЙЄЃЌ2- гЭПзЕФМгЙЄЃЌЦфБэУцДжВкЖШОљЮЊ ЁЃ
ЃЈ2ЃЉвдИЉЪгЭМЮЊжївЊМгЙЄУцЕФМгЙЄБэУцЁЃетвЛзщМгЙЄБэУцАќРЈ4-M6ТнЮЦПзЕФМгЙЄЃЌ УЄПзЕФМгЙЄЃЌ5X35.5МќВлЕФЯГЯїМгЙЄЃЌЦфБэУцДжВкЖШЮЊ ЁЃ
ЃЈ3ЃЉвдзѓЪгЭМЮЊжївЊМгЙЄБэУцЕФМгЙЄУцЃЌетзщМгЙЄБэУцАќРЈ3-M4ТнЮЦПзЕФМгЙЄЃЌ УЄПзЕФзъЯїМгЙЄЃЌвдМАжааФПзЕФМгЙЄЃЌЦфБэУцДжВкЖШОљЮЊ ЁЃ
2.2 ЧњжсМгЙЄЕФМгЙЄЫГађКЭМгЙЄЗНАИЕФбЁдё
гЩвдЩЯЗжЮіПЩжЊЁЃИУЧњжсСуМўЕФжївЊМгЙЄБэУцЪЧжїжсОБЭтдВУцвдМАСЌИЫЩЯЯТЁЂзѓгвБэУцЁЃвђДЫЃЌЖдгкЧњжсРДЫЕЃЌМгЙЄЙ§ГЬжаЕФжївЊЮЪЬтЪЧБЃжЄжїжсОБЭтдВУцЕФЭЌжсЖШЃЌДІРэКУПзКЭЦНУц ЁЃ
ФП ТМ
еЊвЊ I
Abstract II
1аїТл 1
2СуМўНсЙЙЙЄвеЗжЮі 1
2.1 СуМўЕФЗжЮі 1
2.1.1 СуМўЕФзїгУ 2
2.1.2 СуМўЕФЙЄвеЗжЮі 3
2.2 ЧњжсМгЙЄЕФМгЙЄЫГађКЭМгЙЄЗНАИЕФбЁдё 3
2.2.1 ПзКЭЦНУцЕФМгЙЄЫГађ 5
2.2.2 МгЙЄЗНАИбЁдё 5
3ЙЄвеЙцГЬЩшМЦ 6
3.1 ЧњжсМгЙЄЖЈЮЛЛљзМЕФбЁдё 7
3.1.1 ДжЛљзМЕФбЁдё 8
3.1.2 ОЋЛљзМЕФбЁдё 9
3.2 ЧњжсМгЙЄжївЊЙЄађАВХХ 10
3.3 ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАУЋХїГпДчЕФШЗЖЈ 11
3.4 бЁдёМгЙЄЩшБИМАЕЖЁЂСПОп 13
4 ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 13
4.1 ЧаЯїгУСПМАЛљБОЙЄЪБЕФМЦЫу2.4 бЁдёМгЙЄЩшБИМАЕЖЁЂСПОп 13
ЙЄађ10ГЕЧњжсСНЖЫУцзъжааФПз 14
ЙЄађ20 ДжГЕжїжсОБгвЖЫ ЭтдВ 15
ЙЄађ30 ДжГЕжїжсОБзѓЖЫ ЭтдВВЂЕЙНЧ 16
ЙЄађ40 АыОЋГЕжїжсОБгвЖЫ ЭтдВжСГпДч 17
ЙЄађ50 АыОЋГЕЁЂОЋГЕжїжсОБзѓЖЫ жСГпДч 18
ЙЄађ60 зъ 18
ЙЄађ70 зъ 18
ЙЄађ80 зъ 19
ЙЄађ90 зъ Щю20УЄПз 20
ЙЄађ100зъ2- гЭПз 20
ЙЄађ110ЯГ2-6X6МќВл 21
ЙЄађ120ЯГ5X37.5МќВл 21
ЙЄађ130ДжЯГЁЂОЋЯГСЌИЫЩЯЁЂЯТМАЧАЁЂКѓЖЫ 22
ЙЄађ140ФЅЯїжїжсОБгвЖЫ 23
ЙЄађ150ФЅЯїжїжсОБзѓЖЫ 24
4.2ЪБМфЖЈЖюМЦЫуМАЩњВњАВХХ 24
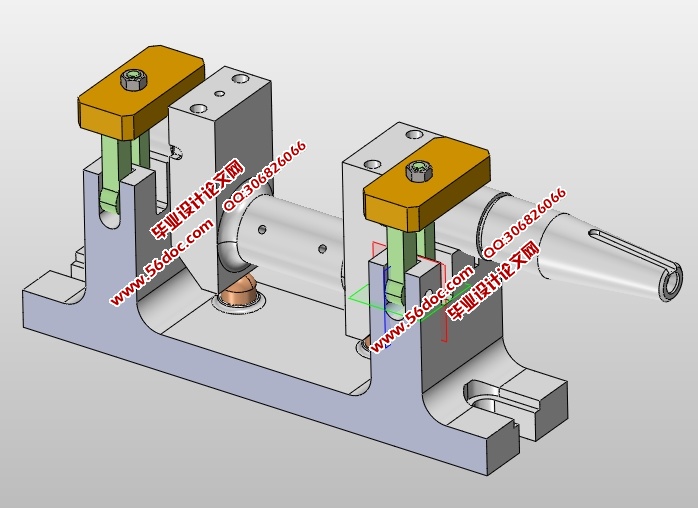
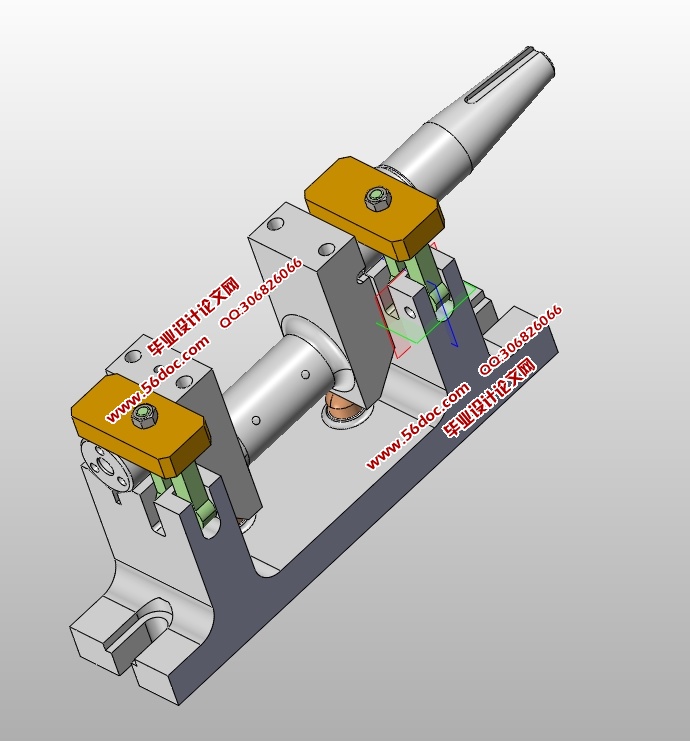
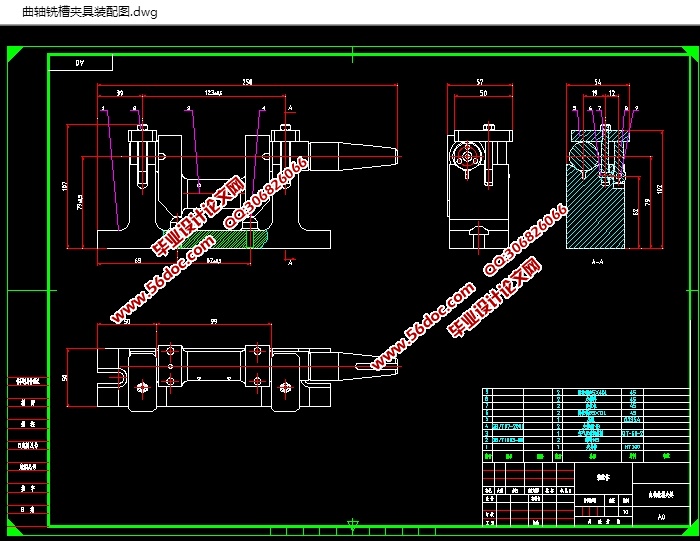
5 ЧњжсЯГМќВлМаОпЩшМЦ 25
5.1ЯГМќВлМаОпЩшМЦ 26
5.2ЖЈЮЛЛљзМЕФбЁдё 28
5.3ЧаЯїСІЕФМЦЫугыМаНєСІЗжЮі 28
5.4ЖЈЮЛЮѓВюЕФЗжЮі 30
5.5МаОпЩшМЦМђвЊВйзїЫЕУї 31
Нс Тл 32
ВЮПМЮФЯз 33
жТ аЛ 34
|