摆动轴承座的加工工艺及夹具设计(课程设计)
来源:56doc.com 资料编号:5D2183 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2183
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
零件的工艺分析
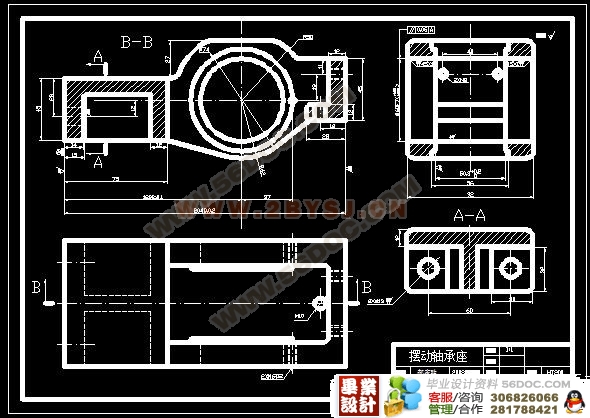
通过对该零件图的重新绘制,知原图样的视图正确,完整,尺寸,公差及技术要求齐全。
该零件属座架类非回转体零件,它的所有表面均需切削加工,各表面的加工精度和表面粗糙度都不难获得。 孔相对于轴承座主轴线互成90°垂直分布, 孔分布在对称于俯视图中心线的轴承座右壁上,位置要求不高,加工不成问题。应该说,这个零件的工艺性较好。
零件的生产类型
从经纬纺织厂得知,Q=2000台/年,n=1件/台;结合生产实际,备品率α和废品率β分别取为10%和1%,代入公式得该零件的生产纲领
件/年
零件质量为1.36kg,查表可知其属轻型零件,生产类型为中批生产。
选择毛坯
选择毛坯该零件其特点是结构比较复杂,有不规则的外形和内腔。该零件为轴承座,主要起支承和连接轴承的作用,而非运动的零件,以承受压力和静弯曲应力为主,为保证工作的稳定性,要求有较好的刚度和减振性;且零件可能同时承受压、拉和弯曲应力的联合作用,或者还有冲击载荷;所以选择铸造性良好,价格便宜,并有良好耐压、减磨和减振性能的灰铸铁,选零件材料为HT200。
确定机械加工余量,毛坯尺寸和公差
灰铸铁的公差及机械加工余量按 GB/T6414-1999确定。要确定毛坯的尺寸公差及机械加工余量,应先确定如下知项因素。
(1) 铸件公差等级
由该铸件的功用 和技术要求,确定其铸件公差等级为CT10级。
(2) 错型(错箱)
由于合型时错位,铸件的一部分与另一部分在合型时相互错开。
(3) 要求的机械加工余量(RMA)
在毛坯铸件上,为了随后可用机械加工方法去除铸造对金属表面的影响,并使之达到所要求的表面特征和必要的尺寸精度而留出金属余量。
要求的机械加工余量适用于整个毛坯铸件,即对所有需机械加工的表面只规定一个值,根据相应的尺寸范围选取。
(4) 起模斜度
为使模样容易从铸型中取出或型芯自芯盒脱出,平行于起模方向在模样或芯盒壁上的斜度。
目 录
1 零件的工艺分析及生产类型的确定 2
1.1零件的工艺分析 2
1.2零件的生产类型 2
2选择毛坯,确定毛坯尺寸,设计毛坯图 2
2.1选择毛坯 2
2.2确定机械加工余量,毛坯尺寸和公差 2
2.3确定机械加工余量 3
2.4确定毛坯尺寸 3
2.5确定毛坯尺寸公差 4
2.6设计毛坯图 4
3选择加工方法确定工艺路线 5
3.1定位基准的选择 5
(毕业设计)
3.2零件表面加工方法的选择 5
3.3制定工艺路线 5
4工序设计 6
4.1 选择加工设备与工艺装备 6
4.2确定工序尺寸 8
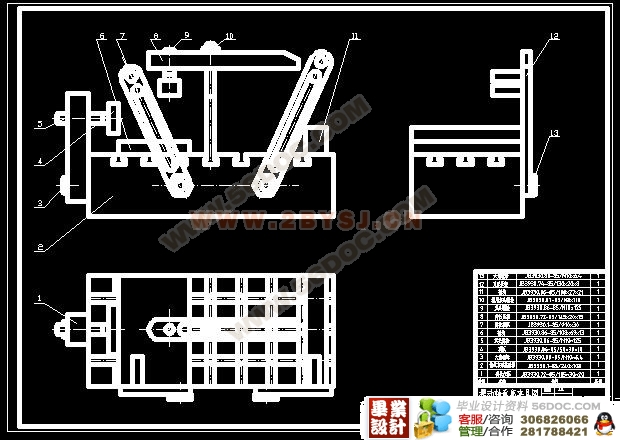
5夹具设计 16
6设计小结 16
附录 17
参考文献 18
|
