汽车转向节主销孔镗削加工工艺装备设计(含CAD夹具图)(开题报告,生产率计算卡,论文说明书10000字,CAD图6张)
摘要
转向节的主要功能是保持汽车稳定行驶并灵敏传递行驶方向,是汽车转向桥中的重要部件。转向节的功能是传递并承担车辆前部应力,支承汽车的前轮,带动它沿主销转动从而完成变向动作,转向节需要具有比较高的强度以承受汽车正常工作过程中的冲击载荷。
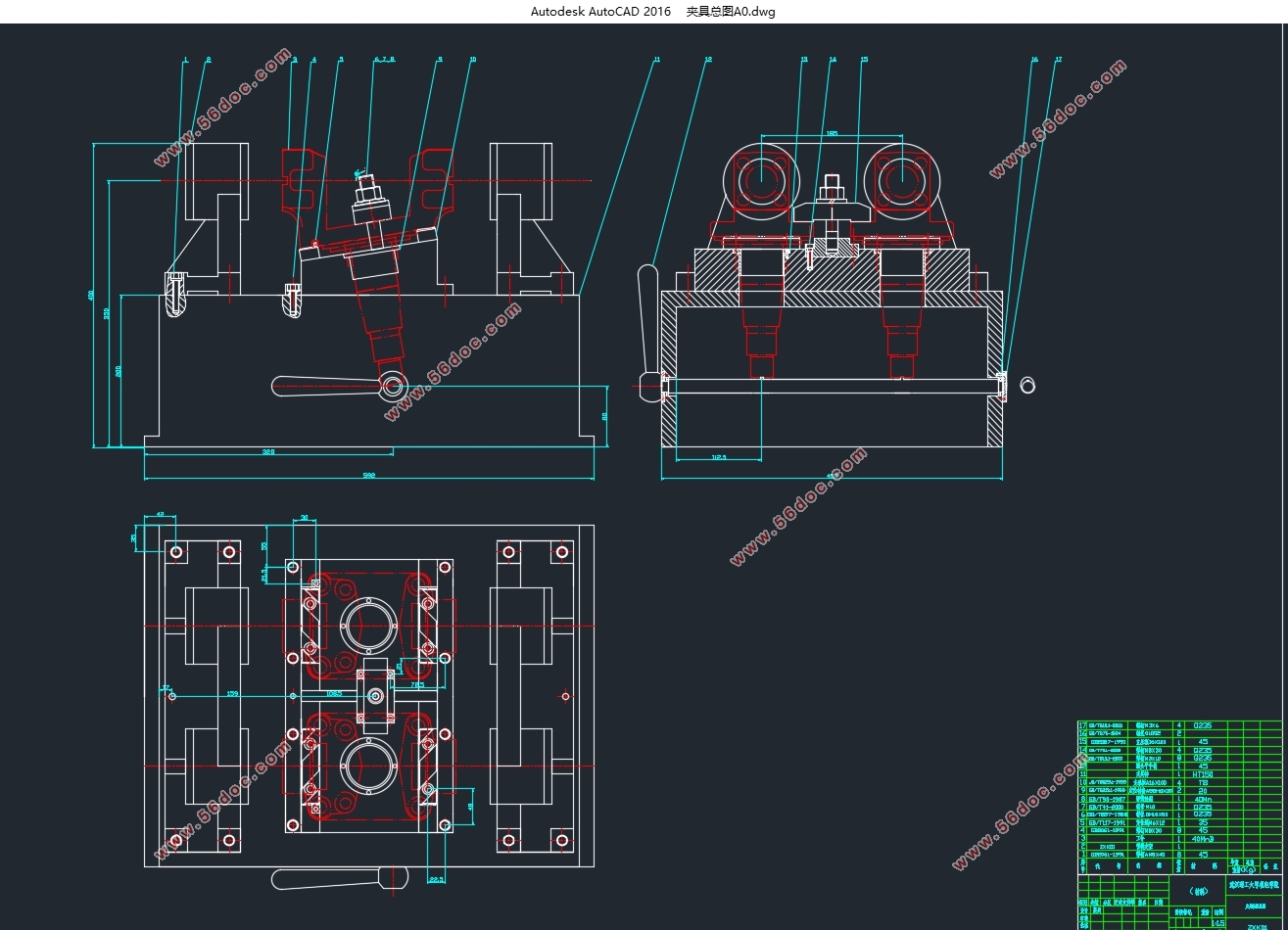
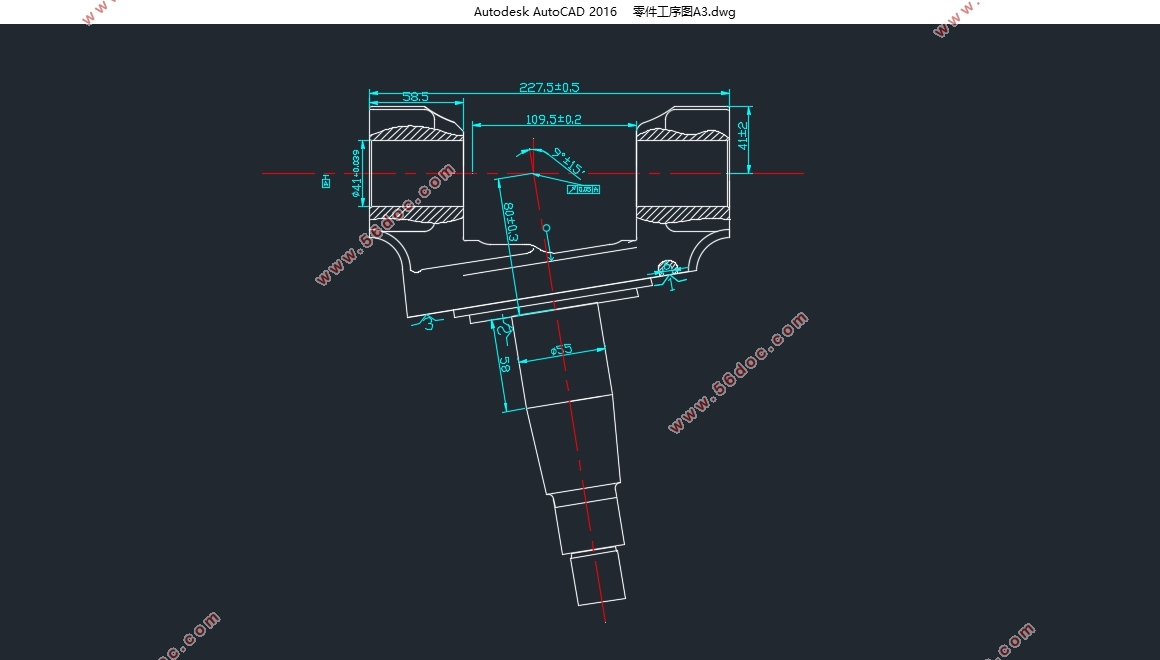
本次毕业设计实现了对于年产量100000件汽车转向节加工总体工艺方案设计、汽车转向节主销孔精镗加工工艺装备设计和汽车转向节镗削加工夹具设计。对于专用夹具以及组合机床的设计主要参照了《组合机床设计》、《机械制造技术基础》、《机床夹具设计》等书籍。本次毕业设计主要完成了对于主销孔镗削加工的三图一卡,即零件工序图、零件加工示意图、机床联系尺寸图以及生产率计算卡的编制,实际运用设计组合机床的方案路线以及设计零件加工专用夹具的相关知识,将从课本中获得的知识实际运用到生产工作中,系统复习了机械产品加工工艺装备设计的一般流程和方法。
关键词:转向节;主销孔;镗削;工艺装备
Abstract
Steering knuckle is the main parts of automotive steering the bridge.The role of the automobile steering knuckle is the front car under load, supporting and driving wheels turn around the king pin, so as to drive the car.Normal driving condition of the car, steering knuckle under changeful impact load, so the steering knuckle should has the very high intensity.
In this graduation design,it is mainly to complete the annual production of 100000 steering knuckle processing and general processing plan design, king pin hole boring machining technology and equipment design and king pin hole boring fixture design.For the design of the special fixture and combination machine tools mainly refer to the modular machine tool design, mechanical manufacturing technology foundation, the machine tool fixture design \"and other books.This graduation design is mainly done for king pin hole boring processing three figure one card, namely the process diagram, schematic drawing parts processing, machine tool parts contact size chart and productivity calculation card, use knowledge about the design of modular machine tool and method of special fixture design, combines book knowledge and objective reality, system to review the design of mechanical products processing equipment general processes and methods.
Key words: steering knuckle;The king pin hole;Boring;Process equipment
2.2.3零件加工表面加工方法的确定
汽车转向节的制造可以分成杆部、法兰盘和叉部共3个部位的制造。汽车转向节的沿轴颈中心线、沿主销孔中心线以及以上两条中心线的交点是汽车转向节零件的设计基准,也是其他加工表面的测量基准。在转向节的加工过程中,应当尽可能把工件的中心线和精加工后的轴主销孔作为零件各个工序加工的定位基准。
轴部加工主要选择中心孔作为定位基准,通过车削加工主要实现转向节轴部回转平面的粗加工和半精加工,通过磨削加工主要实现转向节轴部回转平面的精加工。
法兰盘的相关加工可以分为轮轴上安装轮彀轴承的配台的铣削加工以及制动器安装孔端面的铣削加工,通过铣削加工使工件的被加工平面达到图纸上所要求工件应该达到的表面粗糙度。
对于汽车转向节上制动器安装孔的加工,定位方案应选择采用一面两销定位,保证汽车转向节安装孔的位置精度。
转向节主销孔的加工是加工环节中相对关键的一个加工步骤,主要包括钻主销孔孔和精镗主销孔,此步骤的关键是需要保障主销孔的同轴度和保障主销孔与内端面的垂直度。
2.3 零件加工工艺规程
工艺过程和生产线的工作形式需要考虑生产纲领的要求,根据生产纲领的要求,本次设计中要求汽车转向节的年产量为100000件。考虑到提高汽车转向节的制造效率,各道工序都使用机床专用夹具,年产量为100000件的转向节生产的工序分布如表2-1所示。
工序号工序名称设备5钻中心孔专用中心孔钻床10铣端面专用铣床15粗车外圆盘面专用车床20半精车外圆盘面专用车床25钻、扩、铰支架孔卧式专用组合钻床30攻螺纹螺纹滚丝机35钻主销孔卧式专用组合钻床40铣大平面立式铣床45铣小平面立式铣床50钻、攻转向节臂孔卧式专用组合钻床55车内开档专用车床60磨小端面外圆端面外圆磨床65磨大端面外圆平面端面外圆磨床70精镗支架孔卧式专用组合镗床75精镗主销孔卧式专用组合镗床80探伤退磁专用探伤机85清洗专用清洗机90最终检验钳工台95入库表2-1转向节的工艺过程

目录
第一章 绪论 1
1.1论文研究的背景及意义 1
1.2国内外研究现状 1
1.3研究目的 2
1.4课题研究的主要内容 2
第二章 汽车转向节总体工艺方案设计 3
2.1汽车转向节零件分析 3
2.2零件加工工艺分析 4
2.2.1毛坯的确定 4
2.2.2基准的选择 4
2.2.3零件加工表面加工方法的确定 4
2.3 零件加工工艺规程 5
第三章 汽车转向节主销孔镗削加工工艺装备设计 7
3.1 绘制被加工零件工序图 7
3.1.2 定位夹紧方案设计 7
3.1.3 被加工零件工序图的规范 8
3.2 绘制加工示意图 8
3.2.1 刀具及镗杆的设计 9
3.2.2 刀具连接方式的确定 9
3.2.3 主轴的选择 10
3.2.4 工作进给长度的确定 11
3.2.5 切削用量的确定 11
3.2.6 切削力和切削功率的确定 11
3.3 绘制机床联系尺寸图 12
3.3.1 动力部件的选择 12
3.3.2 装料高度的确定 14
3.3.3 侧底座轮廓尺寸的确定 14
3.3.4 夹具轮廓尺寸的确定 14
3.3.5 中间底座轮廓尺寸的确定 14
3.3.6 多轴箱轮廓尺寸的确定 15
3.4 绘制生产率计算卡 15
3.4.1 理想生产率的计算 16
3.4.2 实际生产率的计算 16
3.4.3 机床负荷率的计算 17
3.4.4 生产率计算卡 17
第四章 汽车转向节主销孔镗削夹具设计 18
4.1 定位元件的设计 18
4.1.1 圆柱面定位 18
4.1.2 圆柱孔定位 18
4.1.3 平面定位 19
4.2 夹紧元件的设计 20
4.2.1 夹紧方案的选择 20
4.3 导向元件的设计 21
4.3.1 镗杆的选择 21
4.3.2 导向套的设计 21
4.4 换刀装置的设计 23
4.4.1 凸轮轴的设计 23
4.4.2 手柄的设计 23
4.5 其他装置的设计 24
4.5.1 底座的设计 24
4.5.2 镗模支架的设计 24
参考文献 26
致谢 27
|
