基于液压夹紧的专用夹具设计-支架零件的工艺工装设计
来源:56doc.com 资料编号:5D7803 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D7803
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
基于液压夹紧的专用夹具设计-支架零件的工艺工装设计(含任务书,开题报告,外文翻译,毕业论文18000字,进度检查表,CAD图纸7张)
摘 要
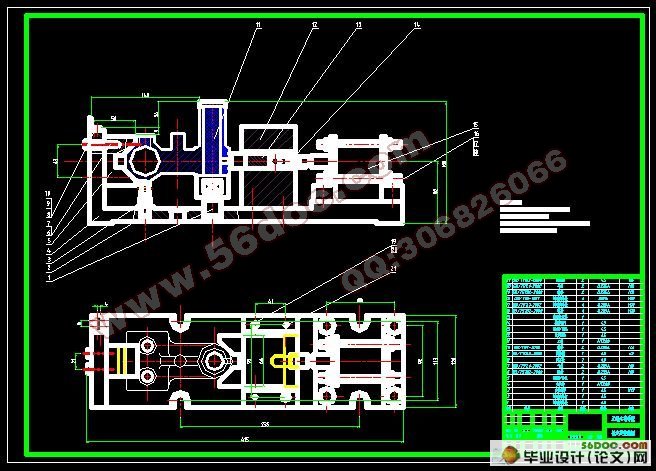
本文是对支架零件的加工工艺规程进行设计,并针对其中某一道工序进行基于液压的专用夹具设计,并进行了另一工序的普通夹具设计。支架零件作为叉架类零件,其主要加工表面是平面及孔。按照机械加工工艺要求,遵循先面后孔的原则,并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以支架大外圆端面作为粗基准,以支架大外圆端面与两个工艺孔作为精基准,确定了其加工的工艺路线和加工中所需要的各种工艺参数。并按要求对其中一道工序进行了基于液压夹紧的专用夹具设计,在设计中计算了此道工序所受的切削力及切削力矩,进而确定了液压缸的负载,选定整个液压系统的压力,从而确定了液压缸的各参数,绘制了液压夹紧的专用夹具总图。整个加工过程均选用万能机床。
关键词 支架;加工工艺;液压;专用夹具
Abstract
This article is carries on the design of the bracket components machine process, and the clamp designed based on the hydraulic pressure which aimed at some working process, and has carried on another working procedure ordinary jig design. The bracket components take the boom trestle class components, its main processing surface is the plane and the hole. According to the machine-finishing technological requirement, after following the first surface, the hole principle, and is clear about the hole and the plane processing divides the rough machining and the precision work stage guarantees the working accuracy. The datum choice takes the thick datum by the support big outer annulus end surface, takes the fine datum by the support big outer annulus end surface with two craft holes, had determined in its processing's craft route and the processing needs each technological parameter. And according to request to a working procedure has carried on based on the hydraulic pressure clamp unit clamp design. Entire processing process chooses all-purpose machine tool.
Key words: bracket; processing technic ;special fixture; hydraulic pressure
研究内容
通过实际调研和采集相对应的设计数据,分析金属切削加工过程中的机床工作台工件夹紧、驱动等方面的有关数据,再结合气动与液压传动的相关理论知识,完成液压夹紧传动方案分析及气压原理图的拟定,并进行主要功能元件的设计与选择及传动系统的验算校核等。
拟采取的研究方法、技术路线、实验方案及可行性分析
通过实践与大量搜集、阅读相关资料相结合,在对金属切削机床、金属切削加工、机械设计与理论及气动与液压传动等相关知识充分掌握后,对普通铣床的夹紧、驱动装置进行数学建模,并通过模拟实验分析建立普通铣床的驱动、夹紧装置的实体模型,设计液压专用夹具的驱动、夹紧装置,进行现场实验,以达到产品的最优化设计。
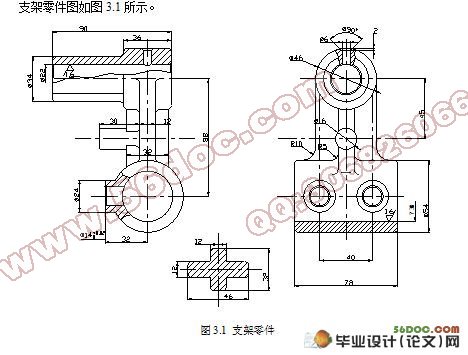
3.1 零件的作用
课题所给的零件属于叉架类零件,叉架类零件在机器中一般都是组成传力构件的,在工作中也是大部分承受较大的冲击载荷,受力情况比较复杂,由于这些零件在机器中起不同作用,其形状和结构有较大的差异,其共同点是:不易定位,外形复杂;大、小头是由细长的杆身连接的,所以弯曲刚性差,极易变形。
目 录
摘 要 III
ABSTRACT IV
目 录 V
1 绪论 1
1.1 本课题的研究内容和意义 1
1.2 国内外的发展概况 1
1.3 本课题应达到的要求 2
2 支架零件的三维造型 3
3 零件的分析 10
3.1 零件的作用 10
3.2 零件的工艺分析 10
4 工艺规程设计 11
4.1 确定毛坯的制造形式 11
4.2 工艺过程设计所应采取的相应措施 11
4.3 定位基准面的选择 11
4.3.1 粗基准的选择 11
4.3.2 精基准的选择 12
4.4 制定工艺路线 12
4.4.1 工艺路线方案一: 12
4.4.2 工艺路线方案二: 12
4.4.3 工艺方案的比较与分析 13
4.5 机械加工余量、工序尺寸及毛坯尺寸的确定 13
4.6 确定切削用量及基本工时 15
4.6.1 工序三:铣 的端面,铣 的端面,铣 ×2的端面。 16
4.6.2 工序四:钻-扩-铰-精铰 的孔。 18
4.6.3 工序五:钻-扩-铰-精铰的 孔。 20
4.6.4 工序六:钻 孔,锪 孔,倒角 。 22
4.6.5 工序七:铣 端面。 23
4.6.6 工序八:粗镗-半精镗-精镗 的孔。 23
5 基于液压夹紧的专用夹具设计 26
5.1 设计主旨 26
5.2 夹具设计 26
5.2.1 定位基准的选择 26
5.2.2 定位误差分析 26
5.2.3 铣夹具设计的基本要求 27
5.3 液压缸的设计计算 27
5.3.1 切削力及切削力矩的计算与分析 27
5.3.2 确定系统的工作压力 29
5.3.3 确定液压缸的几何参数 30
5.4 确定液压泵规格和电动机功率及型号 32
5.4.1 确定液压泵规格 32
5.5 确定各类控制阀 33
5.6 管道通径与材料及管接头的选用 33
6 专用普通夹具设计 35
6.1 设计主旨 35
6.2 夹具设计 35
6.2.1 定位基准的选择 35
6.2.2 切削力及夹紧力计算 35
6.2.3 钻套、衬套、钻模板设计 36
6.2.4 活动V形块的设计 36
6.2.5 夹具体的设计 36
6.2.6 夹具精度分析 36
6.2.7 夹具设计及操作的简要说明 37
7 结论与展望 38
7.1 结论 38
7.2 不足之处及未来展望 38
毕业设计小结 39
致谢 41
参考文献 42
|