发动机活塞缸液压夹紧装置(含CAD零件装配图,SolidWorks三维图)(论文说明书8500字,CAD图纸9张,SolidWorks三维图)
The design of engine piston cylinder hydraulic clamping device
摘要
本篇设计是发动机活塞缸液压夹紧装置的设计,主要是通过液压缸来夹紧发动机活塞缸体,文章主要介绍了夹紧装置的类型以及该夹紧装置的结构和液压缸的夹紧力的设计计算。液压夹紧装置作为制造系统重要组成的部分,制造系统对其提出了新的要求。液压夹紧装置在机械加工起着重要的作用,它直接影响着机械加工的质量,生产效率和成本,因此液压夹紧装置的设计是机械工艺准备和施工中的一项重要工作。
文章的重点在于对发动机活塞缸的工艺性和力学性能分析,对加工工艺规程进行合理分析,对发动机活塞缸进行加工工艺的设计,以及对该夹紧装置的结构进行了分析,对夹紧力矩进行了设计计算以及对液压缸的缸径,缸壁等进行了设计计算和强度校核,经过实践证明,最终可以加工出合格的发动机活塞缸零件。
关键词:发动机活塞缸;液压夹紧装置;分析;零件
Abstract
For a lot of special places, like the risk is very big, or we are difficult to reach, such as disarm bombs, unknown corresponding domains such as detection, probing deep of more dangerous situation usually need to implement the robot.It’s a main part of robot for micro pedipulator, walking robots and more than six feet, compared to the Eight Legged Robot, because of strong bearing capacity, good stability, which the meritss is simple construction, So, a large number of researchers around the world, start .
Its principle is diagonal synchronization, leg activity by the structure of the crank rocker, front leg movements around the same, it detailed performance curve characteristics of the connecting rod,when the curve trajectory diagonal straight line segment, the robot is stationary, the motion trajectory when the diagonal curve is slanting line do the walking.
Keywords:Manufacturing ,Location, Clamping, Process
液压夹紧装置的工作原理
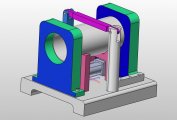
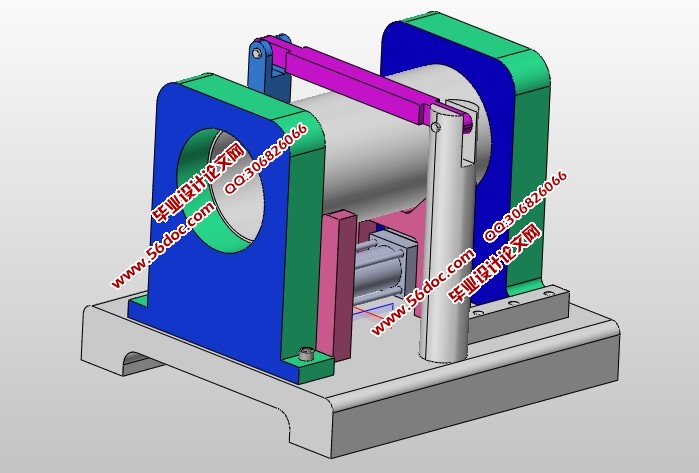
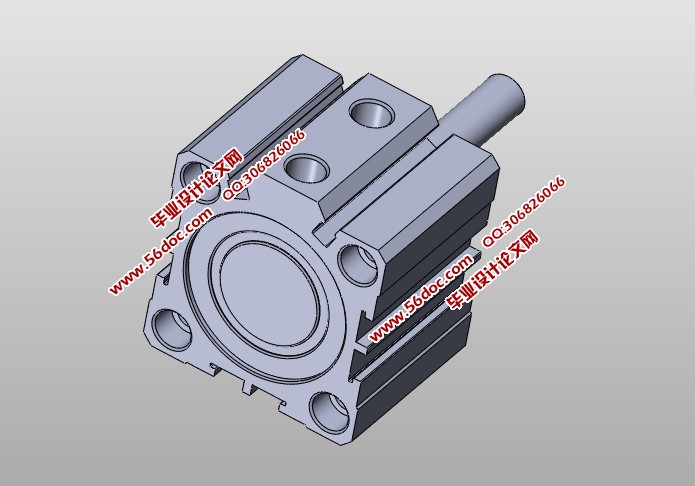
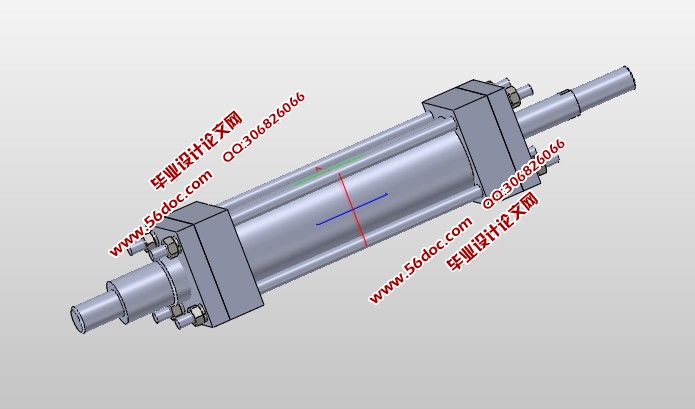
液压夹紧装置是广泛吸收国内外现有的液压,气压夹紧装置的先进技术基础上,针对发动机活塞缸体厚4-10mm,长200-600mm而开发研制的。发动机活塞缸体的底部分别布置2个V型定位块来对发动机活塞缸体进行定位,这样能够节省大量的材料,对大批量的发动机活塞缸体的生产具有降低成本的优点。该夹紧夹紧力靠液压缸夹紧,压板的压紧采用SMC公司的液压缸。它具有结构可靠,传动平稳,节省材料,动作灵敏等优点。
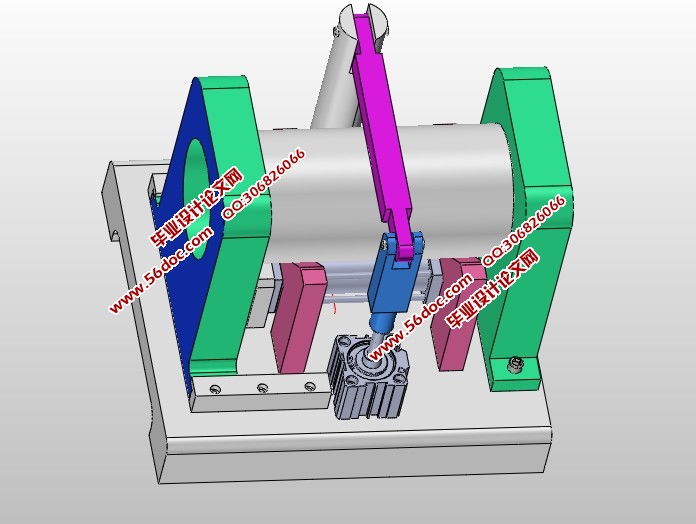
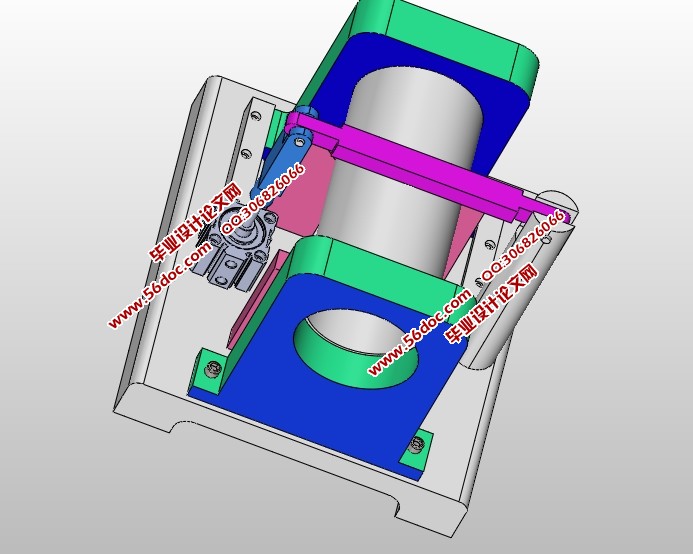
夹紧的作用是通过液压缸拉动夹紧件从而夹住工件的侧面,工件放在V型块上,夹紧夹住工件,然后发动机活塞缸体在旁边液压缸的驱动压板的作用下紧紧地压住发动机活塞缸体的外圆面,这样就是实现了对活塞缸体的几个自由度的完全定位。
该液压夹紧装置的工作过程为:当发动机活塞缸体放在液压夹紧装置上面后,夹紧头在液压缸的拉动下后退;从而利用夹紧板上面的孔与发动机活塞缸体外圆表面的配合而使其轴向定位,然后发动机活塞缸体上面的压板在旁边的液压缸的作用下进行压紧,这样就对发动机活塞缸体进行了完全定位了,然后就可以进行该零件的内圆磨削加工或者是镗孔加工了。
它的控制系统一般可以通过按钮,或者PLC,单片机控制,当控制系统得到命令后,液压缸卸压,在液压缸弹簧的作用下活塞杆上升,夹紧板在复位弹簧的作用下回到初始位置。同时旁边的液压缸推动压板回到原位置,至此整个动作结束。2.2拟定液压夹紧装置结构方案
通过查找相关资料和参观实际生产现场,详细的了解了发动机活塞缸体的加工过程和仔细的分析了工件的加工工序图,并观察了工件加工过程所使用的机床、刀具和夹紧装置等相关设备比较后,选择了较为典型的液压夹紧结构。发动机活塞缸体是由铸铁铸造而成然后通过磨,镗,磨等工序制造而成,本次设计的发动机活塞缸液压夹紧装置主要是针对发动机活塞缸体的内圆的磨削工序的夹紧装置,本道工序的加工必须保证坯件的壁厚均匀,内圆表面粗糙度要求达到至少0.4,以满足作为精加工工序的作用和要求。
目 录
摘要 I
Abstract II
1引言 1
1.1课题的来源与研究的目的和意义 1
1.2制造工业的重要性 3
1.3本课题研究的内容 5
2液压夹紧装置的设计 7
2.1液压夹紧装置的工作原理 8
2.2拟定液压夹紧装置结构方案 10
2.3确定液压夹紧装置的结构方案 11
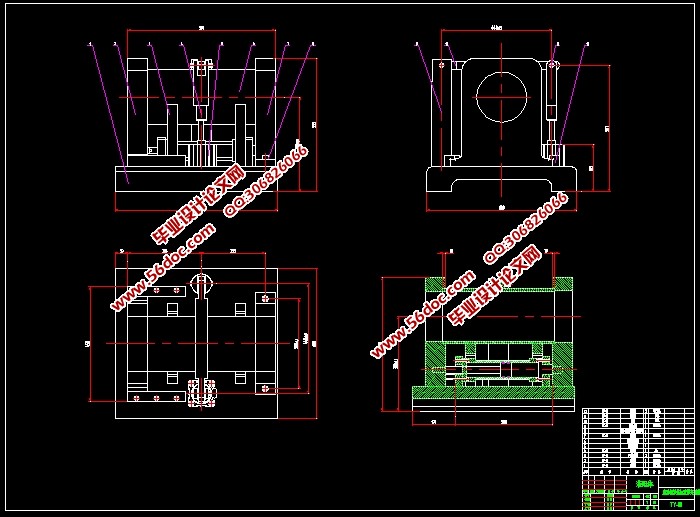
3绘制液压夹紧装置结构草图 13
3.1布置图面 15
3.2设计定位夹紧元件 15
3.3分析误差 16
3.4夹紧装置的夹紧力的计算 17
3.5绘制液压夹紧装置总图 18
4液压元件的设计 18
4.1液压缸尺寸的确定和液压泵压力的初选 19
4.2液压缸的其余部件 20
5液压缸的校核 21
5.1 活塞杆的强度校核 22
结论 23
致谢 24
参考文献 25
|