TS-160524-1ЙЄОпЕЦЕФЩњВњЯпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ТлЮФЫЕУїЪщ12000зж,CADЭМжН3еХ)
еЊвЊ
ЖдгкжЦдьаЭЦѓвЕЃЌВњЯпЫљВЩгУЕФЩњВњЗНЪНЖдЩњВњаЇТЪКЭВњЦЗжЪСПЕФЬсИпгазХМЋЦфживЊЕФзїгУЁЃЖдгкаЭКХЮЊTS-160524-1ЙЄОпЕЦжЎЧАЕФСїЫЎЯпЩњВњЗНЪНЃЌИУЙЄОпЕЦЕФЩњВњЙВЩцМАЕН12ЕРЙЄађЃЌдкЩњВњЙ§ГЬжаЩцМАЕНаэЖрЮЪЬтЃЌжюШчЙЄШЫЕФЙЄзїЫЎЦНВЛЙЛЃЛВњЦЗЩњВњНкХФЙЬЖЈ,ЙЄШЫГіЯжЕШД§РЫЗбЃЛЙЄШЫЕФРЭЖЏЧПЖШДѓЃЌГЄЪБМфЕФЧАЧузЅШЁЃЌАВзАЃЌЗХЛиШ§ИіжиИДЖЏзїЃЌШнвзЦЃРЭЃЛЙЄзАЩшМЦВЛКЯРэЃЌдкзАХфЪБЛсгАЯьЕНХфМўЕФАВзАЃЛЙЄађЩшМЦВЛКЯРэЕШЕШЁЃ
ЛљгкЩЯЪіЧщПіЃЌБОЮФжївЊбаОПСЫШчКЮФмЙЛНЋСїЫЎЯпЕФЙЄађОЙ§ИФНјдЫгУгкЯИАћЯпЩњВњЁЃЭЈЙ§ЖдЩњВњГіЯжЕФЮЪЬтНјааЗжЮіЃЌдкЬсИпаЇТЪЁЂМѕЧсЙЄШЫРЭЖЏЧПЖШЁЂКЭБЃжЄВњЦЗжЪСПЕФЧАЬсЯТЖдЩњВњЙЄзАНјааСЫИФНјКЭЩшМЦЃЌЖдЯИАћЯпЙЄЮЛЕЅдЊНсЙЙНјааСЫЩшМЦВЂЧвВПЗждЫгУЕНЩњВњжаЁЃ
ОЙ§ЩњВњЪдбщНсЙћБэУїЃКдкБЃжЄВњЦЗжЪСПЕФЧАЬсЯТЃЌНЋСїЫЎЯпИФЮЊЯИАћЯпЩњВњЗНЪНЃЌЩњВњЫйЖШЬсЩ§СЫ52.8%ЃЌЩњВњУцЛ§МѕЩйСЫ62.1%ЁЃ
БОЮФЖдTS-160524-1ЙЄОпЕЦВњЯпЕФжиаТЩшМЦЃЌФмЙЛНЕЕЭВњЯпЙЄШЫЕФРЭЖЏЧПЖШЃЌМѕЩйВњЯпеМЕиУцЛ§ЃЌЬсЩ§ЙЄзїаЇТЪЃЌЖдЩњВњЪЕМЪОпгаживЊвтвхЁЃ
ЙиМќДЪЃКЯИАћЪНЩњВњЗНЪНЃЛВњЯпЩшМЦЃЛЙЄзАЩшМЦ
Abstract
For manufacturing enterprises, the production mode plays a significantly vital role in improving the productivity and product quality. For the TS-160524-1 tool lamps, it used to adopt assembly line and produced a total of 12 processes involved in the process of production which involved many problems, such as the worker's is not competent; product production beat is fixed, which cause unnecessary waiting. The labor intensity of workers is high, and it is easy to fatigue after a long time grabbing forward, installation and putting back. The design of jig is unreasonable because it will affect the installation of accessory when assembling, etc..
Based on the analysis of the problems in production, the improvement and design of the production tooling are carried out on the premise of improving the efficiency, alleviating the labor intensity of the workers and guaranteeing the product quality, at the same time, the cell unit structure is designed and applied to the production.
The result of production test shows that the production speed is increased by 52.8% and the production area is reduced by 25.2% in the premise of guaranteeing product quality.
In this paper, the redesign of the production line of the TS-160524-1 tool lamp can reduce the labor intensity of production line workers, reduce the area of production line and enhance the working efficiency, which is of great significance to the production practice.
Key WordsЃКCell production; Production optimizationЃЛTooling design
2.1 TS-160524-1ЙЄОпЕЦЕФзмЬхЗНАИУшЪі
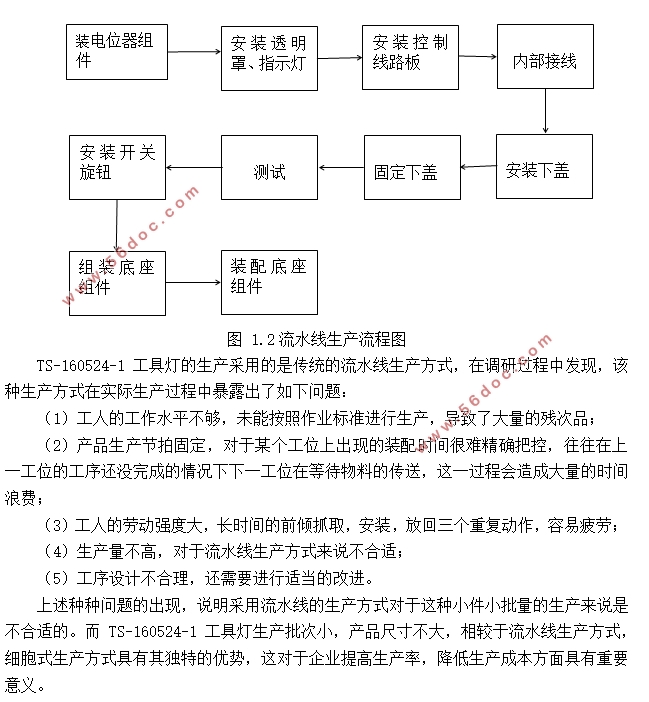
ФПЧАЃЌЖдгкTS-160524-1ЙЄОпЕЦЕФЩњВњЙЄвеНјааЕїбаЗжЮіжЎКѓЗЂЯжЃЌЪЕМЪЩњВњЙ§ГЬжаЃЌРћгУСїЫЎЯпНјааЩњВњКмФбЖдВњЯпНјааЦНКтЃЌЭЌЪБЃЌгЩгкУПвЛДЮГіЛѕХњДЮЕФВњСПЖМВЛЪЧКмДѓЃЌгУСїЫЎЯпЩњВњЗНЪНгаКмДѓЕФОжЯоадЃЌаЇТЪЕЭЃЌГЩБОИпЁЃ
TS-160524-1ЙЄОпЕЦДгПЊЪМЕФЕчЮЛЦїзщМўАВзАЕНзюКѓЕФДђНКЙЬЖЈПЊЙиа§ХЅЃЌећИіЙ§ГЬдкСїЫЎЯпЩЯНјааЩњВњЕФЪБКђашвЊ12ЕРЙЄађЃЈАќРЈАќзАЙЄађЃЉЃЌОЙ§ЗжЮіПМТЧНЋЦфИФГЩЯИАћЪНЩњВњЗНЪННјааЩњВњзАХфжЎКѓЃЌПЩвдНјааЙЄађМЏжаЃЌзюжеШЗЖЈжЛаш8ЕРЙЄађБуПЩНјааЩњВњЃЌдкВМжУЯИАћЪНЩњВњЯпЪБЃЌВЩгУЕФЪЧUзжаЮВњЯпВМжУЗНАИ
ФПТМ
Ек1еТаїТл 1
1.1 баОПФПЕФгывтвх 1
1.2 ЙњФкЭтЯжзДбаОП 2
1.3 БОеТаЁНс 3
Ек2еТ TS-160524-1ЙЄОпЕЦЕФзмЬхЩшМЦ 4
2.1 TS-160524-1ЙЄОпЕЦЕФзмЬхЗНАИУшЪі 4
2.1.1 TS-160524-1ЙЄОпЕЦЕФЙЄађЩшМЦЗНАИ 5
2.2 БОеТаЁНс 6
Ек3еТTS-160524-1ЙЄОпЕЦЙЄзАМаОпЩшМЦ 7
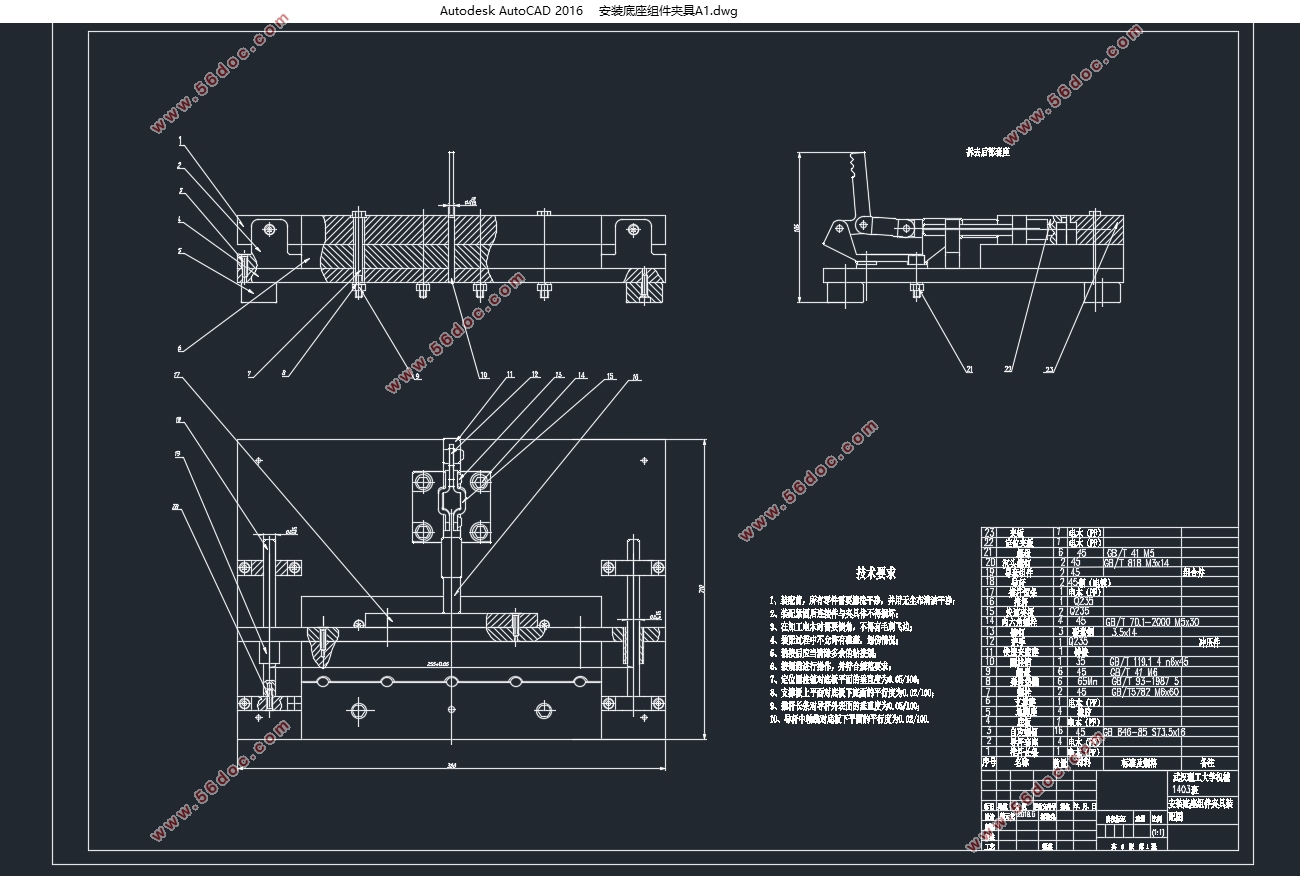
3.1 TS-160524-1ЙЄОпЕЦАВзАздЙЅТнЖЄЙЄзАЩшМЦ 7
3.2 TS-160524-1ЙЄОпЕЦНєЙЬЕззљЙЄзАМаОпЩшМЦ 8
3.3 TS-160524-1ЙЄОпЕЦАВзАЙвЙГЙЄзАЩшМЦ 10
3.4 БОеТаЁНс 11
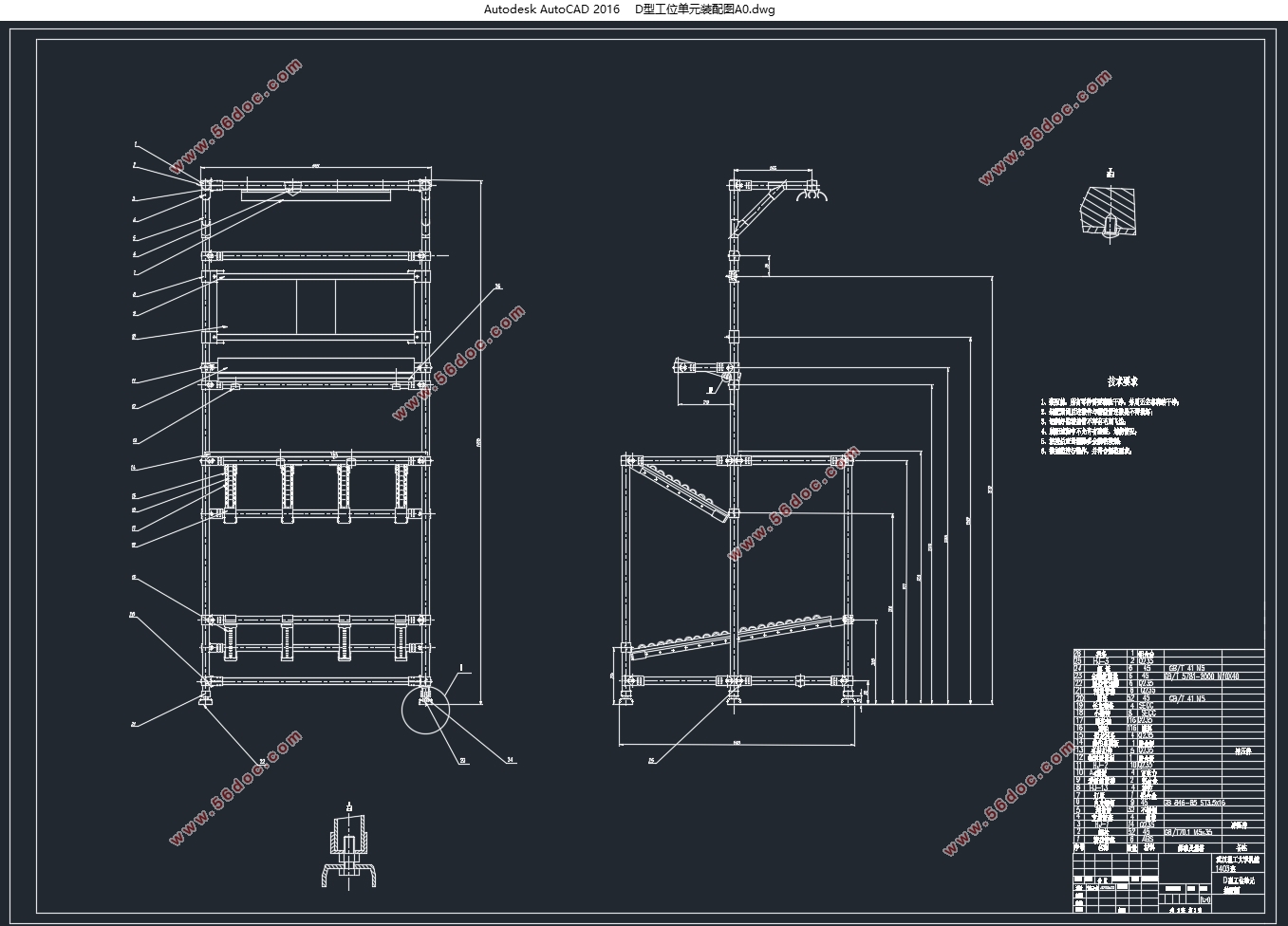
Ек4еТTS-160524-1ЙЄОпЕЦЩњВњЯпЙЄЮЛЕЅдЊЩшМЦ 12
4.1 TS-160524-1ЙЄОпЕЦЙЄЮЛЕЅдЊНсЙЙЩшМЦ 12
4.1.1 AаЭЙЄЮЛЕЅдЊЩшМЦЫЕУї 12
4.1.2 BаЭЙЄЮЛЕЅдЊЩшМЦЫЕУї 15
4.1.3 CаЭЙЄЮЛЕЅдЊЩшМЦЫЕУї 15
4.1.4 DаЭЙЄЮЛЕЅдЊЩшМЦЫЕУї 15
4.2 БОеТаЁНс 15
Ек5еТ TS-160524-1ЙЄОпЕЦзщзАЕззљзщМўМаОпгаЯодЊЗжЮі 17
5.1 TS-160524-1ЙЄОпЕЦзщзАЕззљзщМўМаОпОВСІбЇ 17
5.2 TS-160524-1ЙЄОпЕЦзщзАЕззљзщМўМаОпНсЙЙгХЛЏ 18
5.3 БОеТаЁНс 18
Ек6еТНсТл 19
6.1 змНс 19
6.2 еЙЭћ 20
ВЮПМЮФЯз 21
жТаЛ 23
ИНТМ 24
|
