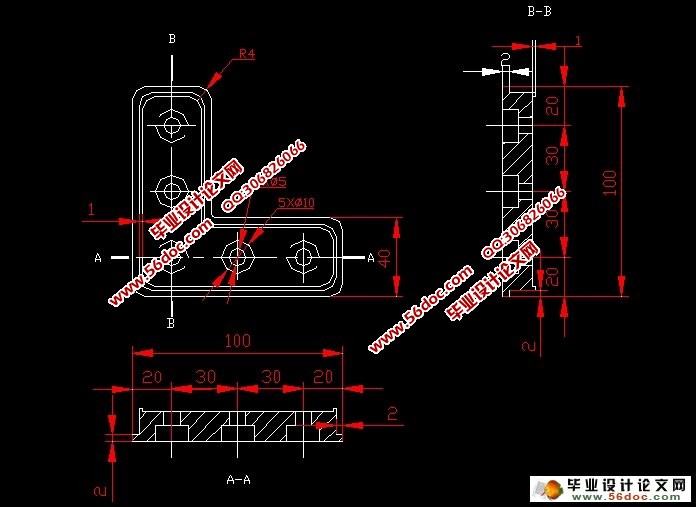
ЕззљзЂЫмФЃОпЕФЩшМЦ(100ЁС40ЁС40)(КЌCADСуМўзАХфЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D13892 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D13892
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ЕззљзЂЫмФЃОпЕФЩшМЦ(100×40×40)(КЌCADСуМўзАХфЭМ)(ШЮЮёЪщ,ЩшМЦЫЕУїЪщ10500зж,CADЭМжН5еХ)
ЫмМўЕФНсЙЙЗжЮі
вЊЯыЛёЕУКЯИёЕФЫмСЯжЦМўГ§бЁгУЫмСЯЕФдВФСЯЭтЃЌЛЙБиаыПМТЧЫмМўЕФНсЙЙЙЄвеадЃЌЫмМўЕФНсЙЙЙЄвеадгыФЃОпЩшМЦгажБНгЙиЯЕЃЌжЛгаЫмМўЩшМЦТњзуГЩаЭЙЄвевЊЧѓЃЌВХФмЩшМЦГіКЯРэЕФФЃОпНсЙЙвдЗРжЙГЩаЭЪБВњЩњЦјХнЁЂЫѕПзЁЂАМЯнЁЂМАПЊСбЕШШБЯнЃЌДяЕНЬсИпЩњВњТЪКЭНЕЕЭГЩБОЕФФПЕФЁЃ
ДЫДЮжЦМўДгЭтБэПДЃЌЫќЕФаЮзДЪЧвЛИіLаЮЃЌСНВргаВЛЭЌЙцИёДѓаЁЕФдВаЮПзЖДЃЌЕЋЪЧЫќЕФВрУцУЛПзЃЌЫљвдвВВЛашвЊВрГщаОЃЌетИіжЦМўЕФзюаЁБкКёЮЊ1mm
жЦМўЕФОЋЖШЗжЮі
ЫмМўЕФГпДчОЋЖШЪЧжИЫљЛёЕУЕФЫмМўГпДчгыВњЦЗЭМжаГпДчЯрЗћКЯГЬЖШЃЌМДЫљЛёЕУЫмМўГпДчЕФзМШЗЖШЁЃЫмМўЕФГпДчОЋЖШгыФЃОпЕФжЦдьОЋЖШЃЌФЃОпЕФФЅЫ№ГЬЖШЃЌЫмМўЪеЫѕТЪЕФВЈЖЏМАГЩаЭЪБЙЄвеЬѕМўЕФБфЛЏЃЌЫмМўГЩаЭКѓЕФЪБаЇБфЛЏКЭФЃОпЕФНсЙЙаЮЪНЕШгаЙиЃЌвђДЫЃЌЫмМўЕФГпДчОЋЖШЭљЭљВЛИпЃЌгІдкБЃжЄЪЙгУвЊЧѓЕФЧАЬсЯТОЁПЩФмбЁгУЕЭОЋЖШЕШМЖЁЃ
ДжВкЖШЗжЮіЃК
ФЧДгДЫДЮЫмМўЕФБэУцДжВкЖШЗжЮіПЩЕУЃКВщдФЫмСЯГЩаЭЙЄвегыФЃОпЩшМЦБэ1-4ЕУГіЃЌPOMзЂЩфГЩЕФЪБКђЃЌЫќЕФБэУцДжВкЖШЕФЗЖЮЇЪЧдкRa0.05-3.2umжЎМфЃЌвђЮЊДЫДЮжЦМўЕФБэУцДжВкЖШУЛгазіГівЊЧѓЃЌЫљвдПЩбЁгУRa1.6umзїЮЊБОДЮжЦМўЕФБэУцДжВкЖШЁЃ
ИљОнжЦМўОЋЖШМАЩњВњХњСПЃЌШЗЖЈБОФЃОпВЩгУВЩгУвЛФЃЫФЧЛ
ФП ТМ
в§бд 1
ЕквЛеТЫмМўЙЄвеЗжЮі 1
1.1 ВФСЯЗжЮі 1
1.2 ЫмМўЕФНсЙЙЗжЮі 1
1.3 жЦМўЕФОЋЖШЗжЮі 2
1.4 ДжВкЖШЗжЮі 3
1.5 ЭбФЃаБЖШ 3
1.6 БэУцжЪСПЗжЮі 4
ЕкЖўеТМЦЫужЦМўЕФЬхЛ§КЭжЪСП 5
2.1 ФЃОпНсЙЙ 5
2.2 ГѕбЁзЂЩфЛњЕФаЭКХ 5
ЕкШ§еТШЗЖЈЫмМўЕФЙЄвеВЮЪ§ 7
ЕкЫФеТзЂЩфФЃЕФНсЙЙЩшМЦ 8
4.1 аЭЧЛХХСаЗНЪНКЭЫќЕФЪ§ФПЕФШЗЖЈ 8
4.2 ЗжаЭУцЕФбЁдё 8
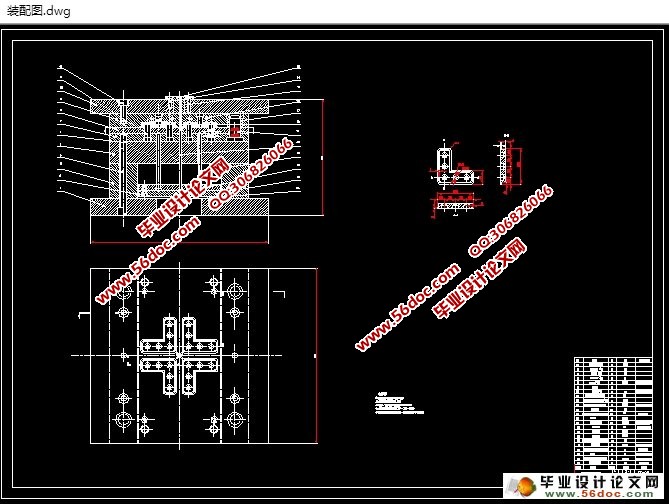
4.3 ШЗЖЈННзЂЯЕЭГ 9
4.3.1 жїзЂЕРЕФЩшМЦ 10
4.3.2 ЗжСїЕРЩшМЦ 11
4.3.3 ЗжСїЕРЕФГпДчКЭЫќЕФаЮзД 11
4.3.4 ННПкЕФЩшМЦ 12
4.3.5 ШЗЖЈаЭЧЛаЭаОЕФЙЬЖЈаЮЪНКЭаЭЧЛаЭаОЕФНсЙЙ 12
4.3.6 ДЫДЮФЃОпбЁШЁЕФЪЧЭЦИЫвЛДЮЭЦГіЛњЙЙ 13
4.3.7 КЯФЃЕМЯђЛњЙЙЕФЩшМЦ 13
4.3.8 ХХЦјЛњЙЙЕФЩшМЦ 13
4.3.9 ЮТЖШЕїНкЯЕЭГЕФЩшМЦ 13
ЕкЮхеТгаЙиФЃОпЕФМЦЫу 14
5.1 ФЃОпЙЄзїГпДчЕФМЦЫу 14
5.1.1 МЦЫуаЭЧЛЕФОЯђГпДч 14
5.1.2 аЭаООЯђГпДчЕФМЦЫу 15
5.1.3 аЭЧЛЩюЖШМАаЭаОИпЖШЕФМЦЫу 16
5.1.4 ПзОрЕФМЦЫу 16
5.1.5 аЭЧЛЙЬЖЈАхжмНчГпДчЕФМЦЫу 17
ЕкСљеТ зЂЩфЛњгаЙиВЮЪ§ЕФаЃКЫ 18
6.1 бЁгУзЂЩфЛњ 18
6.2 ЫјФЃСІЕФаЃКЫ 19
6.3 ПЊФЃОрРыаЃКЫ 19
6.4 ФЃОпЭтаЮГпДчЕФбщВщ 20
6.5 ПЊФЃааГЬЕФбщВщ 20
ЕкЦпеТНсЪјгя 21
ВЮПМЮФЯз 23
жТаЛ 24
|