盒盖注塑模的设计(侧抽芯)(含CAD零件装配图)(任务书,开题报告,中期检查表,论文说明书12000字,CAD图纸8张)
针对塑料盒盖薄壁的特点,设计了一副具有侧抽芯功能的模具,并介绍了该模具的结构和工作过程以及注射模的设计方案、设计要点和模具设计时应注意的问题,并对浇注系统的设计计算作了较详细的阐述。
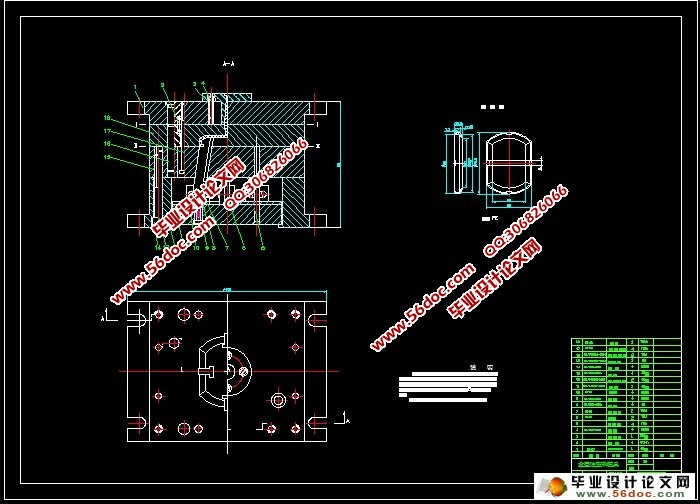
根据注射模的结构和设计要求,以及尺寸等各项因素。该注射模采用了一模一件的模具结构和脱件板顶出装置。根据注射模和注射机的关系选择注射机和确定塑件的注射工艺参数。注射模的结构设计包括分型面选择、确定型腔的排列方式、浇注系统设计和成型零件结构设计。
该模具结构紧凑,合理经生产使用,各部分动作准确可靠,有效地解决了点浇口注射成型模成型薄壁制品常见的缺陷问题,塑件质量稳定,符合设计要求,
可以实现大批量生产,而且生产效率高。
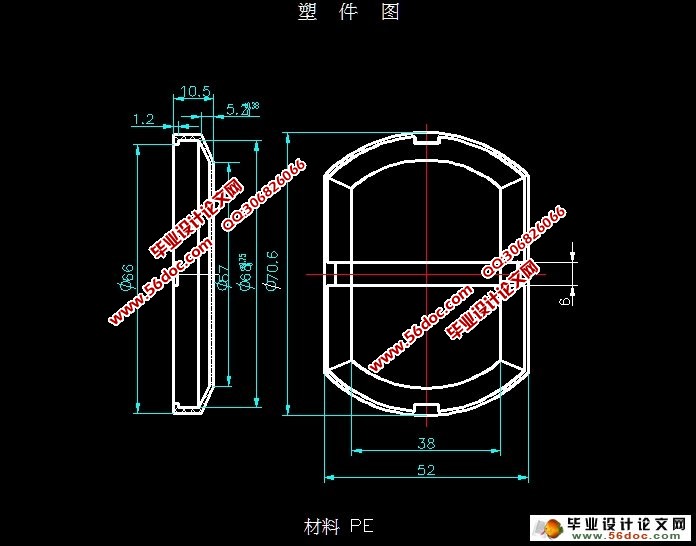
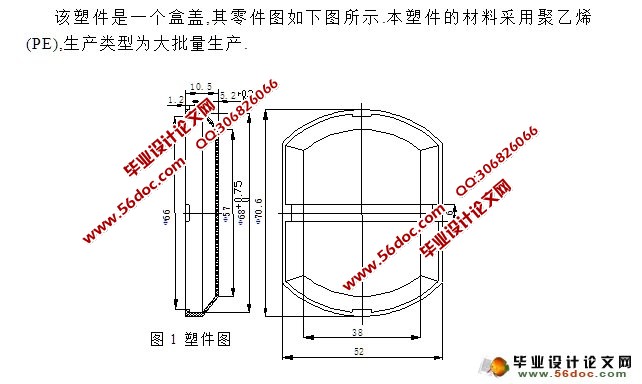
塑件在结构上对称,并采用了加强筋,加强筋的采用使塑料既有一定的强度和刚度,同时降低了素件的壁厚,防止塑件因截面过厚,产生成型缺陷.塑件总体形状为长方形,在其四侧中心位置各有高度为1.2cm,宽度为1.2cm,长度为6cm的内凹.解决这一问题,在模具设计时采用斜杆导滑的斜滑块内侧抽芯机构,三板式双层分型.根据塑件的用途,工作环境,对塑件制品形状,尺寸精度,表面粗糟度等要求进行综合分析,可知:该塑件的工艺性较好,容易注射成型.注射成型制品的生产纲领属大批量生产,对于大批量生产,模具价格在整个生产中所占的比例小,生产率和模具寿命突出.因此,可考虑使用自动化程度高但结构较复杂的模具.
目 录
第一章 绪论
1.1 塑料成型模具发展历史……………………………………………………1
1.2 模具及注射模具技术的发展趋势…………………………………………2
第二章 塑件工艺设计
2.1 塑件的工艺性分析…………………………………………………………4
2.2 计算塑料的体积和质量……………………………………………………5
2.3 塑件注塑工艺参数的确定…………………………………………………7
第三章 注塑模的结构设计
3.1 分型面的选择………………………………………………………………8
3.2 型腔数及分布方式的确定…………………………………………………8
3.3 浇注系统设计………………………………………………………………9
3.4 成型零部件的设计……………………………………………………… 15
第四章 模具设计的有关计算
4.1 型腔尺寸的有关计算………………………………………………………17
4.2型芯尺寸的有关计算………………………………………………………18
第五章 模具加热与冷却系统的设计
5.1模具温度控制系统设计的基本要求………………………………………20
5.2 冷却系统设计……………………………………………………………20
第六章 其它结构设计
6.1 排气结构设计………………………………………………………………22
6.2 对合导向机构设计…………………………………………………………23
6.3注射机有关参数的校核……………………………………………………24
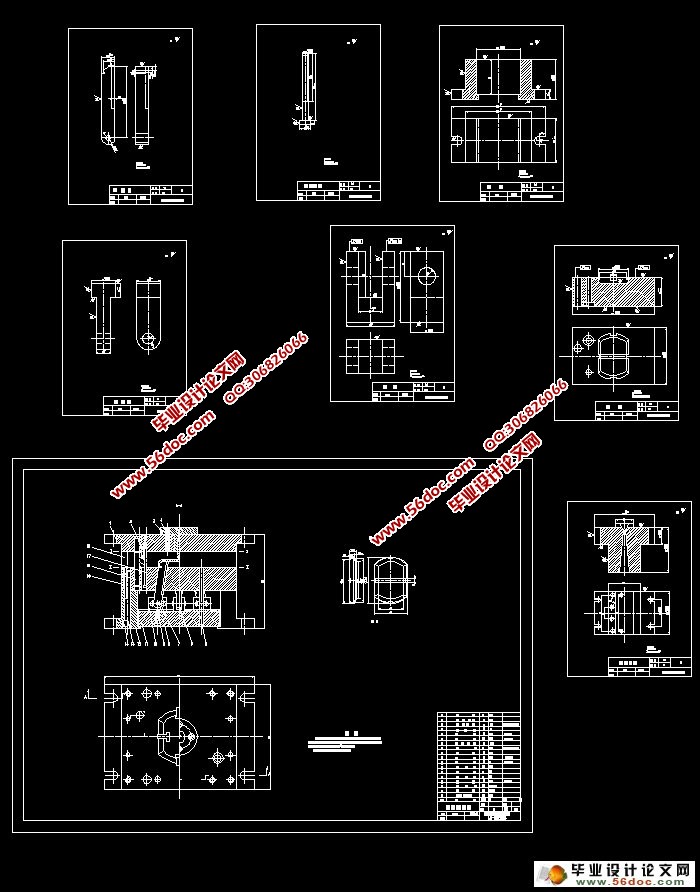
第七章 绘制模具总装图和非标零件工作图
7.1塑料模零件组装计算………………………………………………………29
7.2装配调试的工艺要求及注意问题…………………………………………30
第八章 注塑模主要零件加工工艺规程的编制
8.1注塑模主要零件加工工艺规程的编制……………………………………31
结论………………………………………………………………………………………………33
致谢………………………………………………………………………………………………35
参考文献…………………………………………………………………………………………………36
插图清单
1. 塑件零件图1…………………………………………………………………………………3
2. 分型面选择如图2……………………………………………………………………………6
3. 衬套的设计如图3……………………………………………………………………………8
4. 分流道的形状图4……………………………………………………………………………9
5. 斜滑块内侧抽芯机构示意图5……………………………………………………………11
6. 排气结构示意图6 ……………………………………………………………………………11
7. 带头导柱示意图7……………………………………………………………………………17
8. 双分型面注塑模开模情况示意图8………………………………………………………19
9. 模具外形图9…………………………………………………………………………………20
表格清单
1. 上凹模滑块加工工艺过程……………………………………………………………………22
2. 下固定板加工工艺过程………………………………………………………………………23
|