快餐饭盒保鲜盒上盖注塑模具的设计(含工艺卡,CAD零件装配图)(任务书,中期检查表,外文翻译,设计说明书10000字,CAD图20张,工艺卡)
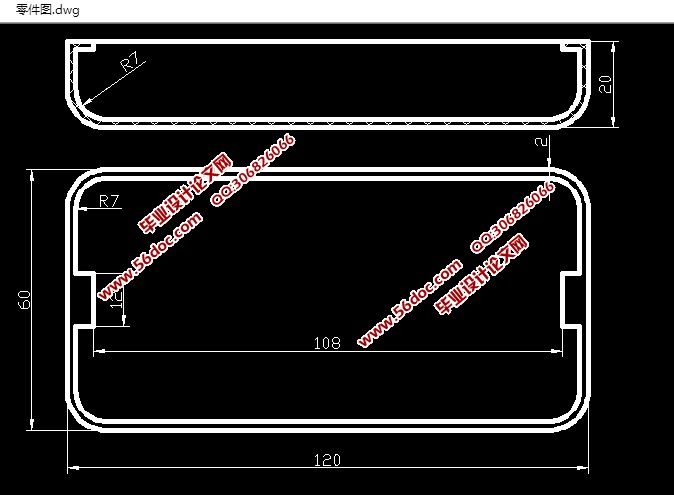
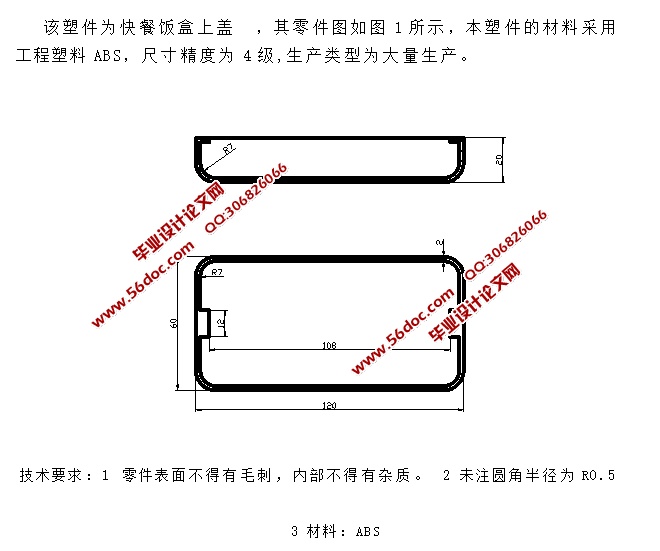
该塑件为快餐饭盒上盖 ,其零件图如图1所示,本塑件的材料采用工程塑料ABS,尺寸精度为4级,生产类型为大量生产。
技术要求:1 零件表面不得有毛刺,内部不得有杂质。 2 未注圆角半径为R0.5
3 材料:ABS
1.1塑件的工艺性分析
1.1.1塑件的原材料分析
塑件的材料采用工程塑料ABS,属热塑性塑料,是由丙烯腈,丁二烯和苯乙烯组成的三不共聚物.本身耐热性和溶性比HIPS佳,且具有光泽性.由于丙烯腈的腈基极性较强,所以冲击强度,拉伸强度及塑料件的表面硬度均较HIPS佳.综合物理-力学性能更是优良. ABS树脂为浅黄色粒状或珠状树脂,熔融温度为217-237℃,热分解温度为250℃以上,无毒,无味,吸水率低,具有优良的综合物理-力学性能,优异的低温抗冲击性能,尺寸稳定性,电性能,耐磨性,抗化学药品性,染色性,成型加工和机械加工较好. ABS树脂耐水,无机盐,碱和酸类,不溶于大部分酸类溶剂,而容易溶于醛酮,脂和某些氯化氢中.ABS树脂热变形温度较低,不透明,可燃,耐侯性较差,其成型性能较好,流动性好,成形收缩率较小(通常为0.3-0.8%),比热容较低,在料筒中塑化效率高,在模具中凝固较快,成型周期短,但吸水性较大,成形前必须充分干燥,可在柱塞式或螺杆式卧式注射机上成形.
1.1.2塑件的结构和尺寸精度及表面质量分析
1.2.1.1结构分析 从零件图上分析,该零件总体形状为长方体,长度为120mm,宽度为60㎜,高度为20㎜的盖板.盖板内侧有两个侧突,长度为4㎜,壁厚为3㎜.由于侧突的存在,模具采用斜滑抽芯机构.此机构既方便脱模又动作连贯,效率高.
1.2.2.2尺寸精度分析 制件尺寸选用尺寸精度4级(GB/T14486—1993),零件的尺寸精度中等,对应的模具相关零件的尺寸加工可以得到保证。从塑件的壁厚来看,壁厚较均匀,有利于制件的成型。
目录
绪论 1
第1章 模塑工艺规程的编制 3
1.1塑件的工艺性分析 3
1.1.1塑件的原材料分析 3
1.1.2塑件的结构和尺寸精度及表面质量分析 4
1.2计算塑件的体积和重量 4
1.3塑件注塑工艺参数的确定 5
第2章 注塑模的结构设计 7
2.1分型面选择 7
2.2确定型腔数目 8
2.3确定型腔的排列方式 9
2.4浇注系统设计 9
2.4.1主流道设计 9
2.4.2分流道设计 11
2.4.3 浇口的设计 12
2.5 导柱和导套的选择 13
2.5.1 导柱的选择 13
2.5.2导套的选择 14
2.6抽芯机构设计 14
2.6.1动作过程和受力分析 15
2.6.2确定斜滑块倾角 15
2.6.3确定斜滑块的尺寸 15
2.6.4斜滑块与型芯座的设计 15
2.7排气系统的设计 15
2.8成型零件结构设计 16
2.8.1凹模的结构设计 16
2.8.2滑块的设计 16
2.8.3型芯座的设计 16
第3章 模具设计的有关计算 18
3.1型腔和型芯工作尺寸计算 18
3.2 型芯尺寸的计算 19
3.2.1凹模型腔尺寸计算 19
第4章 模温调节系统设计 24
第5章 模具闭合高度的确定 26
第6章 注塑机有关参数的校核 27
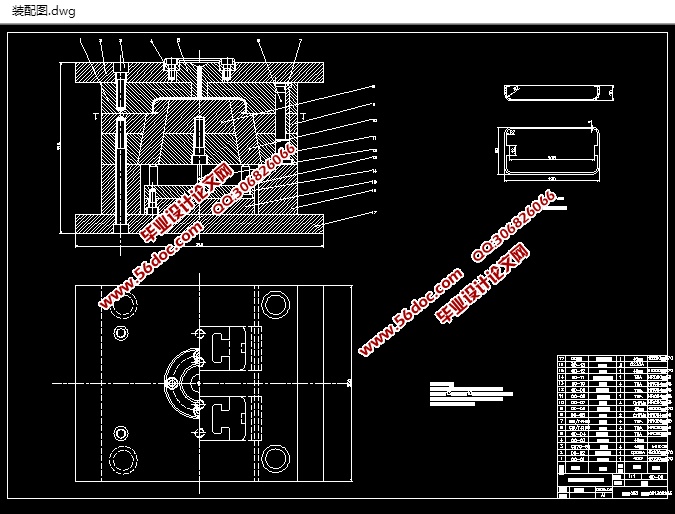
第7章 绘制模具的总装图和非标零件工作图 28
7.1 本模具的总装图和零件图见附图 28
7.2本模具的工作原理 28
第8章 结论 29
致谢 30
参考文献 31
|