IPad Proþ�Ͻ𱣻���ѹ��ģ��������Ż�(��CADͼ,PROE��άͼ,UG��άͼ)
��Դ��56doc.com ���ϱ�ţ�5D16770 ���ϵȼ��������� %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D16770
��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��. �� �� �� ����
���Ͻ���
IPad Proþ�Ͻ𱣻���ѹ��ģ��������Ż�(��CADͼ,PROE��άͼ,UG��άͼ)(������,���ⱨ��,������PPT,����˵����13400��,CADͼֽ6��,PROE��άͼ,UG��άͼ,���PPT)
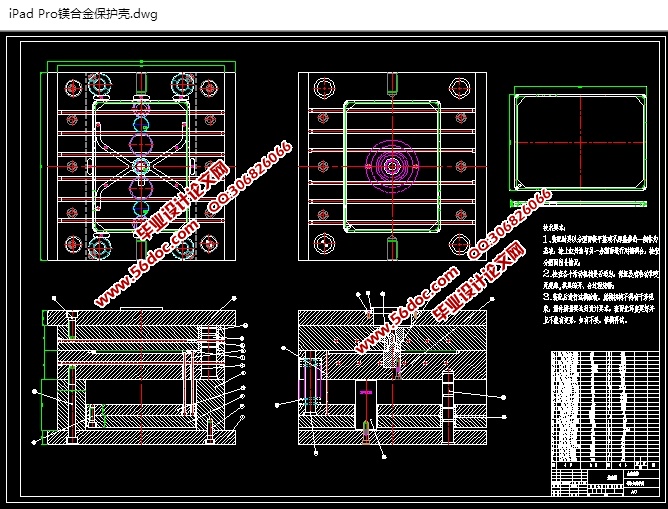
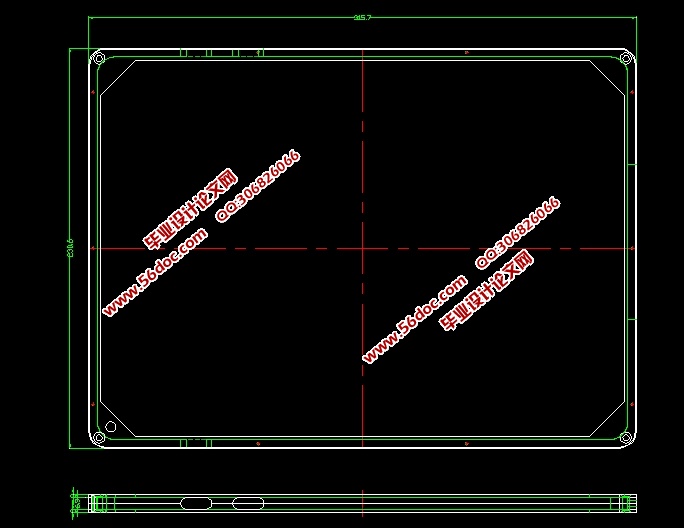
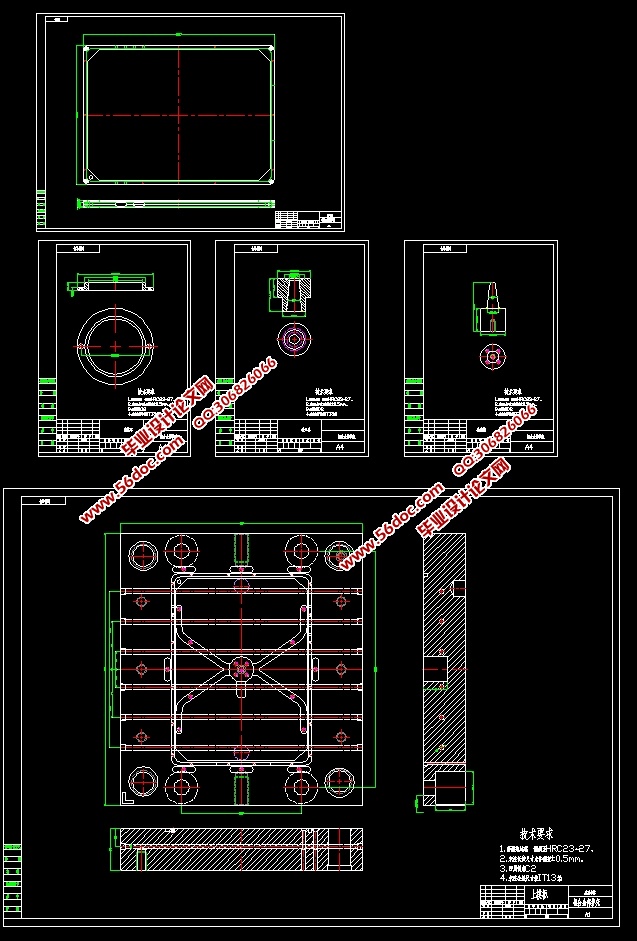
��������Ľṹ�ͳߴ������������ģ�ߡ����������Ҫ��������עϵͳ��ơ����������ơ��Ƴ���������Լ�ģ��ṹ��ơ�������������״�ص㡢����ߴ缰���ȣ�ѡ���˺��ʵ�ѹ������ͨ��ȷ�ļ��㲢��������ֲᣬȷ���˳�������Լ�ģ��ijߴ缰���ȣ��ڲ��ϵ�ѡȡ���ȴ���Ҫ����Ҳ��������ϸ˵�������ڽ������֪ʶ�Ļ����ϣ������ڼ�����������������˸����������װ���������ͼ����ͼ,�Ա���ģ�ߵļӹ����졣
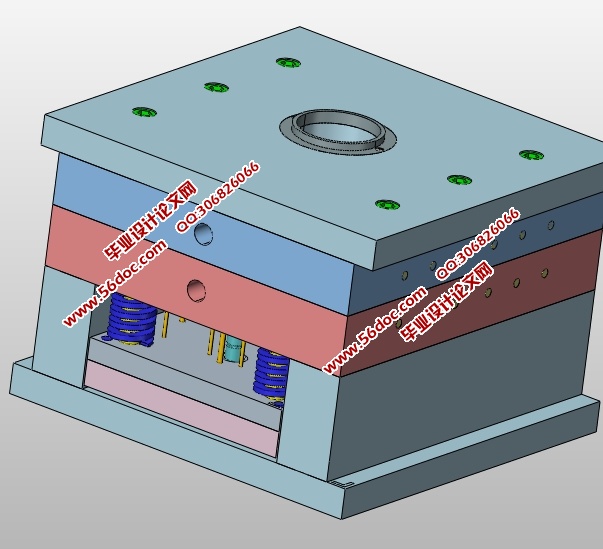
�����й����ϣ����ñ�ƽ���潽עϵͳ�������˽�עʱ����Һ����о�ij����ȷ�������칤�ղ����������ӹ�����ȡ0.1��0.75mm��������Ϊ0.4��0.7������ģб��Ϊ25′��45′��ģ������ߴ�Ϊ900×640×835mm��������ѡѹ������װ�ռ䡣��о����б���������ƴ����ʽΪ����ʽ���Ƴ���������4������ֱ��26mm��Բ�����Ƹˣ��Ƹ˼渴λ�����á������㣬�Ƹ���������Ҫ��ͨ������ģ����ʾ��ģ���ܹ�����������������
�ؼ��ʣ�ѹ�����죻ѹ��ģ�ߣ�þ�Ͻ�������IPad Pro
����ѹ�����Ļ����ṹ��Ϊ5���֣�
(1)ѹ����� ��Ҫ�������ڸ�ѹ���½����ڵĽ���Һѹ����ǻ��ѹ�������ѹ��ѹ����ѹ���ٶȵ���Ҫ���ղ�������ͨ���������Ƶģ����а���ѹ�ҡ�ѹ���ͷ��ѹ��ס���ѹ������������
(2)��ģ���� ��������ʵ��ѹ��ģ�Ŀ����ͱպ϶���������ѹ��������о����㹻���ɿ�����ģ�����Է�ֹ�ڸ�ѹѹ��ʱ��ģ�߱��ƿ�����ƫ�ơ�
(3)�������� ��ѹ������ȴ�̻����Ͳ�����ģ�ߺ���������ѹ��ģ���Ƴ�������������ѹ��������ע���ϴ�ģ���ж��������ѳ�ģ�壬���а��������Ͷ��ˡ�
(4)����ϵͳ ͨ��Һѹ�������е�������ѹ������������Ҫ�ĸ��ֶ������������������Һѹ�ü���е����װ�á�
(5)����ϵͳ ����ϵͳ���ƹ�ָ��Һѹϵͳ�ͻ�еϵͳ�Ĵ���Ԫ������ѹ����ѹ�����Ԥ���Ĺ���·�ߺ����г���������Һѹ�����ͻ�е�����л��Ľ�����������ȷ�ɿ���Э����ȫ�����й���[12]��
Ŀ ¼
ժ Ҫ I
Abstract II
��1�� ���� 1
1.1�������� 1
1.1.1 ѹ��������ص� 1
1.1.2ѹ��ģ����Ƶ����� 2
1.2ѹ����չ��ʷ����״������ 2
1.2.1ѹ���ķ�չ��ʷ 2
1.2.2�ҹ�ѹ����ҵ�ķ�չ 3
1.2.3ѹ����ҵ�ķ�չ���� 4
��2�� ѹ��ģ�ߵ�������� 6
2.1 ���������Է��� 6
2.1.1 ��������ͼ 6
2.1.2 ����������ȷ�� 7
2.1.3 ��עλ�õ�ȷ�� 7
2.2 ѹ�������̼�ѹ����ѡ�� 8
2.2.1 ��ʽ����ѹ�����ṹ 8
2.2.2 ѹ�������� 9
2.2.3ѹ�����ͺŵ�ѡ�ü�����Ҫ���� 10
2.3 ��עϵͳ��� 10
2.3.1 �ڽ������ 10
2.3.2 �ώ����� 11
2.3.4 ֱ������� 12
2.3.5 ����ϵͳ��� 12
2.4 ѹ��ģ�ߵ�����ṹ��� 12
��3�� ������� 15
3.1 ���������Ƹ��� 15
3.2��עϵͳ���������� 15
3.3 �������������� 16
3.3.1 ���������� 16
3.3.2 ��ģб�� 16
3.3.3 ѹ�����ļӹ����� 17
3.3.4�������ͳߴ�ļ��� 17
3.4 �������װ��ͼ 19
��4�� �Ƴ�������ģ����� 20
4.1 �Ƴ�������� 20
4.1.1 �Ƴ��������� 20
4.1.2 �Ƹ���� 21
4.1.3 �ư嵼����λװ����� 22
4.1.4 �������� 22
4.1.5 �Ƴ�����λ����ı���ֲڶȡ����ϼ��ȴ������Ӳ�� 24
4.1.6 �Ƴ�����װ�乤��ͼ������ͼ 24
4.2 ģ����� 25
4.2.1 ģ����Ƹ��� 25
4.2.2 ģ��ߴ� 26
4.2.3ģ�嵼��ijߴ� 27
4.2.4ģ�幹���ı���ֲڶȺͲ���ѡ�� 27
4.3 ģ����װͼ 27
4.3.1 ģ����װͼ 27
��5�� ���� 28
����� 29
�� л 30
|