Кё1.2mm DR510ЙшИжЦЌЕФГхбЙФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ТлЮФЫЕУїЪщ13000зж,CADЭМ6еХ,Д№БчPPT)
еЊ вЊ
БОДЮЩшМЦШЮЮёЮЊЖдвЛИјЖЈаЮзДГпДчЕФDR510ЙшИжЦЌСуМўНјааГхбЙФЃОпЩшМЦЃЌИљОнЗжЮіЫљИјСуМўаЮзДГпДчЁЂЩњВњРраЭЁЂМгЙЄГЩБОвдМАЙЄвеВЮЪ§ЃЌЩшМЦСЫвЛЬзГхПзТфСЯИДКЯФЃЁЃдкЩшМЦЙ§ГЬжаЃЌЪзЯШЖдЫљЪЙгУСуМўЕФВФСЯНјааСІбЇЗжЮіЃЌШЗЖЈЪЧЗёЪЪКЯГхбЙЙЄзїЃЌдйИљОнЙЄМўЕФГпДчаЮзДШЅбЁдёзюКЯЪЪЕФФЃОпНсЙЙЃЌжЎКѓНјааБивЊЕФЙЄвеМЦЫуЃЌНгЯТРДзюжївЊЕФЙЄзїЪЧНјааИїСуМўЕФЩшМЦЃЌНєНгзХМЦЫужївЊСуМўЕФЙЄвеВЮЪ§ЃЌзюКѓвЊЭъГЩзмЕФзАХфЭМЁЃ
БОДЮЩшМЦЕФФЃОпЮЊГхПзТфСЯИДКЯФЃЃЌДЫжжФЃОпЩњВњаЇТЪИпЃЌГхбЙОЋЖШвВНЯИпЃЌЗЧГЃЪЪКЯФЧжжЙЄМўХњСПЗЧГЃДѓЕФжЦдьЦѓвЕЁЃИДКЯФЃОпЕФбЁгУПЩвдНкЪЁЕєКУЖрЕФЩњВњГЩБОЃЌБШШчПЩвдЫѕЖЬЩњВњЕФЪБМфЃЌМѕЩйВйзїШЫдБЃЌНЕЕЭСЫШЫЙЄЗбгУКЭЙмРэГЩБОЃЌМЋОпОМУадЁЃСэЭтДЫФЃОпНсЙЙНЯЮЊМђЕЅЃЌЫљгУБъзМЖМВЩгУЙњМЪБъзМЃЌЫљвджЦдьзАХфФбЖШНЯаЁЁЃ
ЙиМќДЪЃКГхбЙ ГхПзТфСЯ ИДКЯФЃ ЭЙАМФЃ ЙЄвеМЦЫу
Abstract
This design task is to design a punching die for a given size DR510 silicon steel sheet part. According to the analysis of the given size, production type, processing cost and process parameters, a set of punching blanking compound die is designed. In the design process, firstly, the material of the parts used is analyzed mechanically to determine whether it is suitable for stamping work, then the most suitable die structure is selected according to the size and shape of the workpiece, and then the necessary process calculation is carried out. The next most important task is to design the parts, then calculate the process parameters of the main parts, and finally complete the overall assembly drawing.
The design of the die is a punching Blanking Compound die, which has high production efficiency and high stamping accuracy, and is very suitable for manufacturing enterprises with large batches of workpieces. The selection of compound die can save a lot of production costs, such as shortening production time, reducing operators, reducing labor costs and management costs, which is very economical. In addition, the die structure is relatively simple, and the standards used are all international standards, so it is less difficult to manufacture and assemble.
Keywords: stamping; punching and blanking; compound die; convex and concave die
ПЮЬтЩшМЦФкШнКЭећЬхНсЙЙ
БОПЮЬтвЊЧѓЖдDR510ЙшИжЦЌЙЄМўНјааФЃОпЩшМЦЃЌЪзЯШЖдИїжжФЃОпЙЄзїдРэНјаабаОПКЭбЇЯАЃЌСЫНтИїжжФЃОпНсЙЙЕФгХЪЦЁЂВЛзуКЭИїздЪЪгУЕФЧщПіЃЌЭЈЙ§ЖдСуМўНјааЙЄвеадФмЗжЮіЁЂЙЄвеМЦЫуЃЌдйзлКЯПМТЧГЩБОЁЂЩњВњЙЄМўЕФжЪСПКЭаЇТЪвђЫибЁдёЯрЖдКЯЪЪЕФГхбЙЙЄвеЗНАИЃЌЁЃжЎКѓНјааФЃОпНсЙЙЩшМЦКЭЙЄвеЩшМЦЃЌЖдЩњВњжаГіЯжЕФИїИіЮЪЬтНјааИФНјЃЌЭЌЪБОЁПЩФмМђЛЏФЃОпНсЙЙЃЌНЕЕЭЩњВњжЦдьФбЖШЁЃжЎКѓвЊЭъГЩгХЛЏКѓЕФзмзАЭМЙЄзїЃЌзюКѓзіГіЙигкДЫФЃОпЙЄвеЗНАИЕФгХЕуКЭШБЯнЕФзмНс
ећЬхПђМмЃК
ЕквЛеТЃКНщЩмПЮЬтвтвхКЭБГОАКЭЗЂеЙЯжзДЃЌВЂИХРЈЩшМЦФкШнКЭНсЙЙЁЃ
ЕкЖўеТЃКЖдСуМўЕФЪЙгУВФСЯЗжЮіадФмЃЌбЁдёФЃОпЗНАИЁЃ
ЕкШ§еТЃКХХбљЩшМЦЃЌМЦЫуГхбЙСІВЂШЗЖЈбЙСІжааФ[12]ЁЃ
ЕкЫФеТЃКМЦЫуЙЄзїСуМўШаПкГпДчКЭжївЊСуВПМўЕФГѕВНЩшМЦЁЃ
ЕкЮхеТЃКжївЊСуВПМўЕФЯъЯИЩшМЦЁЃ
ЕкСљеТЃКЛцжЦФЃОпзмзАЭМЁЃ
ЕкЦпеТЃКЖдБОФЃОпНјааОМУадЗжЮіЁЃ
ЕкАЫеТЃКзіГіЙигкБОФЃОпЕФгХЕуКЭШБЯнЕФзмНсЁЃ
2.1СуМўМАВФСЯЙЄвеЗжЮі
ВФСЯадФмЃК
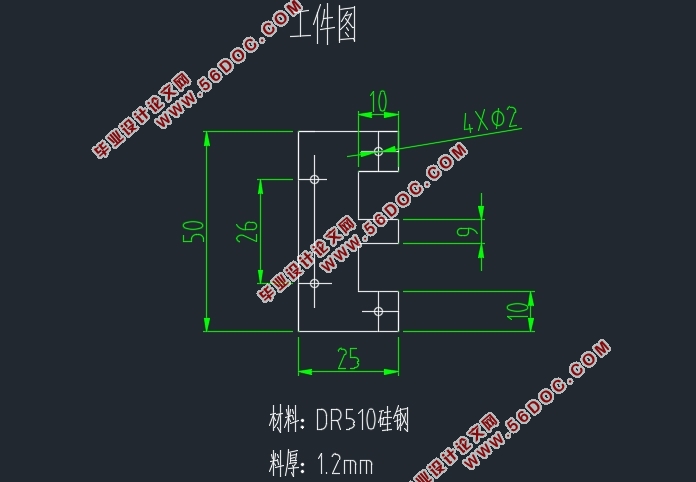
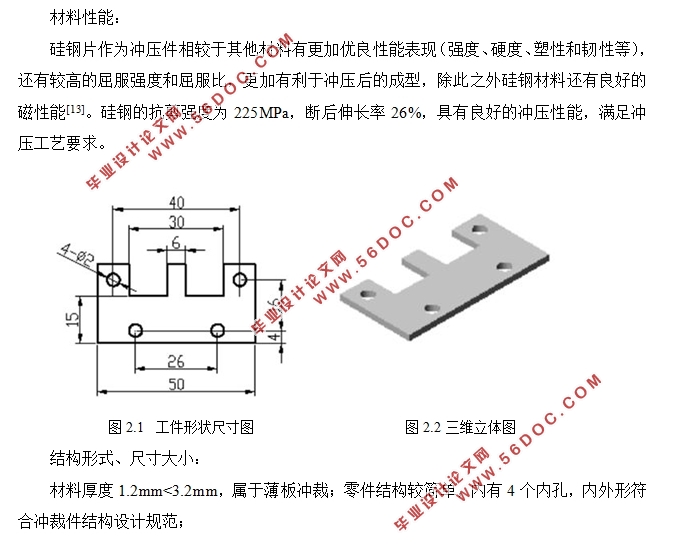
ЙшИжЦЌзїЮЊГхбЙМўЯрНЯгкЦфЫћВФСЯгаИќМггХСМадФмБэЯжЃЈЧПЖШЁЂгВЖШЁЂЫмадКЭШЭадЕШЃЉЃЌЛЙгаНЯИпЕФЧќЗўЧПЖШКЭЧќЗўБШЃЌИќМггаРћгкГхбЙКѓЕФГЩаЭЃЌГ§ДЫжЎЭтЙшИжВФСЯЛЙгаСМКУЕФДХадФм[13]ЁЃЙшИжЕФПЙМєЧПЖШЮЊ225MPaЃЌЖЯКѓЩьГЄТЪ26%ЃЌОпгаСМКУЕФГхбЙадФмЃЌТњзуГхбЙЙЄвевЊЧѓЁЃ
НсЙЙаЮЪНЁЂГпДчДѓаЁЃК
ВФСЯКёЖШ1.2mm<3.2mmЃЌЪєгкБЁАхГхВУЃЛСуМўНсЙЙНЯМђЕЅЃЌФкга4ИіФкПзЃЌФкЭтаЮЗћКЯГхВУМўНсЙЙЩшМЦЙцЗЖЃЛ
2.2ШЗЖЈЙЄвеЗНАИ
жївЊгавдЯТМИИібЁдёЃК
1.гУЕЅЙЄађЕФФЃОпНсЙЙ
2.гУМЖНјФЃЕФНсЙЙ
3.гУИДКЯФЃЕФНсЙЙ
ШчКЮРДбЁдёетМИжжЗНАИЃЌашвЊПМТЧЯТУцетаЉЗНУцЃК
ЃЈ1ЃЉвЛАуаЁХњСПСуМўЛсВЩгУЕЅЙЄађФЃЃЌДѓХњСПЩњВњВЩгУИДКЯФЃЛђМЖНјФЃЁЃ
ЃЈ2ЃЉЕБГхВУМўЕФГпДчНЯаЁЪБЃЌЖрВЩгУИДКЯФЃКЭМЖНјФЃЁЃжаЕШГпДчЕФСуМўЃЌгЩгкжЦдьЖрИБЕЅЙЄађФЃЕФМлИёБШНЯЙѓЃЌЫљвдвЛАуВЩгУИДКЯФЃЁЃ
ЃЈ3ЃЉАДФЃОпжЦдьКЭАВзАЕФФбвзГЬЖШКЭГЩБОИпЕЭЁЃаЮзДБШНЯИДдгЕФСуМўВЩгУИДКЯГхВУБШМЖНјГхВУИќЮЊЪЪвЫ[14]ЁЃ
ЃЈ4ЃЉИДКЯФЃЕУЕНЕФЙЄМўГпДчОЋЖШИпЃЌЖјЧвЙЄМўБэУцБШНЯЦНећЁЃ
ЃЈ5ЃЉИДКЯФЃГіМўКЭЧхРэЗЯСЯЖМБШНЯТщЗГЃЌУЛгаМЖНјФЃАВШЋЁЃ
ЗНАИвЛЪЧжИдквЛДЮжЛНјаавЛИіЙЄађЃЌетжжЗНАИЩњВњаЇТЪЬЋЕЭЃЌВЛЪЪКЯЪЙгУЁЃ
ЗНАИЖўЪЧжИбЙСІЛњдквЛДЮааГЬФквРДЮдкФЃОпМИИіВЛЭЌЮЛжУЩЯЭЌЪБЭъГЩЖрЕРЙЄађЃЌЩњВњаЇТЪИпЃЌЕЋЪЧЩњВњЕФЙЄМўОЋЖШЕШМЖБШНЯЕЭ[15]ЁЃ
ЗНАИШ§ЪЧжИдкФЃОпЕФЭЌвЛЮЛжУЩЯЭЌЪБЭъГЩЖрЕРЙЄађЃЌетжжЗНЗЈПЩвдЖЬЪБМфФкЩњВњИќЖрЕФСуМўЃЌЩњВњГіЕФЙЄМўИќЗћКЯвЊЧѓЃЌЖјЧвЩњВњГЩБОЕЭЁЃ
злКЯИїЗНУцЕФвђЫиЃЌзюжеШЯЮЊЗНАИШ§НЯЮЊКЯЪЪЁЃ
ФПТМ
еЊ вЊ I
Abstract II
ЕквЛеТ аїТл 1
1.1ПЮЬтБГОАМАвтвх 1
1.2 ГхбЙФЃОпбаОПЯжзДМАЗЂеЙЧїЪЦ 1
1.2.1баОПЯжзД 1
1.2.2ГхбЙММЪѕЕФЗЂеЙЧїЪЦ 3
1.3ПЮЬтЩшМЦФкШнКЭећЬхНсЙЙ 3
ЕкЖўеТ ЙЄвеЗжЮіМАХХбљЩшМЦ 5
2.1СуМўМАВФСЯЙЄвеЗжЮі 5
2.2ШЗЖЈЙЄвеЗНАИ 5
2.3ШЗЖЈНсЙЙ 6
2.3.1ФЃОпбЁдё 6
2.3.2ЖЈЮЛЗНЪНЕФбЁдё 6
2.3.3аЖСЯСуМўЕФбЁдё 6
2.3.4ЕМЯђЗНЪНЕФбЁдё 6
2.4ШЗЖЈДюБпжЕ 6
2.5ЙЄвеМЦЫу 7
2.5.1ЫЭСЯВНОрS 7
2.5.2ЬѕСЯПэЖШB 7
2.5..3ВФСЯРћгУТЪ 8
2.6ХХбљЭМ 8
ЕкШ§еТ МЦЫуГхВУСІМАЙЄзїСуМўШаПкГпДч 9
3.1ГхВУСІМЦЫу 9
3.2бЙСІжааФМЦЫу 9
3.3бЙСІЛњЕФбЁгУ 10
3.4ГхВУМфЯЖбЁгУ 10
3.5ЭЙЁЂАМФЃШаПкГпДчЕФМЦЫу. 10
ЕкЫФеТ ГхбЙФЃОпНсЙЙЩшМЦ 12
4.1ЖЈЮЛСуМў 12
4.1.1ЕМСЯЯњбЁдё 12
4.1.2ЕВСЯЯњбЁдё 12
4.2аЖСЯКЭЭЦМўзАжУЕФбЁдё 12
4.2.1аЖСЯзАжУ 12
4.2.2ЭЦМўзАжУ 13
4.3ЕМЯђСуМўЕФЩшМЦ 14
4.4АМЁЂЭЙФЃЕФЩшМЦ 15
4.4.1ЭЙФЃНсЙЙЩшМЦ 15
4.4.2АМФЃЕФНсЙЙЩшМЦ 16
4.4.3ЭЙАМФЃЕФЩшМЦ 16
4.5ФЃзљЕФбЁдё 17
4.6змзАЭМВнЭМ 18
ЕкЮхеТ ФЃОпжївЊСуМўЙЄвеМАФЃОпЪддЫаа 19
5.1жївЊСуМўЙЄве 19
5.2ФЃОпЪддЫаа 20
5.2.1РфГхФЃзАХфЕФжївЊЙЄвевЊЕу 20
5.2.2РфГхФЃЕїЪд 21
5.2.3РфГхФЃзмзАХф 21
5.3ОМУадЗжЮі 22
ЕкСљеТ ПЮЬтЩшМЦзмНс 24
ВЮПМЮФЯз 25
жТаЛ 27
|
