НТСДСуМўМЖНјФЃОпЩшМЦМАЪ§жЕФЃФтЗТец(КЌCADСуМўЭМзАХфЭМ,UGШ§ЮЌЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ЮФЯзеЊвЊ,ТлЮФЫЕУїЪщ26000зж,CADЭМ17еХ,UGШ§ЮЌЭМ,ЪгЦЕЖЏЛ)
еЊвЊ
ЖрЙЄЮЛМЖНјФЃЪЧвЛжжЯШНјЁЂИпаЇЕФГхбЙФЃОпЁЃЫќЪЧвЛжжЖрЙЄЮЛМЏГЩФЃОпЃЌЪЧдкЕЅЙЄађГхбЙФЃОпЕФЛљДЁЩЯЗЂеЙЦ№РДЕФЁЃЖдОпгаГхВУЁЂЭфЧњЁЂГЩаЮЁЂРЩюЕШЖрЙЄађЕФИїжжГхбЙСуМўЃЌЫќУЧЕФаЮзДНЯЮЊИДдгЕФЃЌгУвЛИБЖрЙЄЮЛМЖНјФЃОЭПЩвдЭъГЩетаЉСуМўЕФГхжЦЙ§ГЬЁЃ
БОДЮЩшМЦЕФЪЧНТСДСуМўЕФЖрЙЄЮЛМЖНјФЃЃЌАќРЈНТСДМЖНјФЃЕФНсЙЙЩшМЦЁЂUаЮЭфЧњЛиЕЏФЃФтКЭФЃОпЙЄзїЙ§ГЬЖЏЛФЃФтЁЃЖдНТСДСуМўНјааЙЄвеЗжЮіЃЌВЩгУГхВУЁЂОэдВЁЂЭфЧњЕШМгЙЄЙЄађЃЌЖдНТСДСуМўдкЬѕСЯЩЯЕФЗЯСЯНјааЩшМЦВЂЗжзщЃЌЛцжЦНТСДСуМўЕФХХбљЭМЁЃМЦЫуЫљгаЙЄЮЛЕФЙЄвеСІДѓаЁЃЌвдДЫРДбЁдёбЙСІЛњЕФаЭКХЃЌМЦЫуГіФЃОпЕФбЙСІжааФЁЃГЩаЭСуВПМўОљВЩгУЯтПщЪНЩшМЦЃЌгУЙвЬЈНјааЖЈЮЛЃЌетбљРДНкЪЁгХжЪФЃОпВФСЯЕФЪЙгУЃЌвдМѕаЁФЃОпБЈМлЁЃМЖНјФЃВЩгУЯђЩЯЭфЧњЩшМЦКЭИЁЩ§ЯњЬсЩ§ЬѕСЯЃЌаЖСЯАхгыЩЯФЃВПЗжгУЯоЮЛТнЖЄКЭЕЏЛЩЯоЮЛЃЌЪЙгУЕЏадаЖСЯзАжУЁЃИљОнСуМўЕФОэдВВПЗжНсЙЙЬиЕуЃЌЩшМЦСЫаБяЦЁЂЛЌПщзщКЯЕФаЮЪНРДЭъГЩКсЯђОэдВГЩаЮЁЃ
дкНТСДМЖНјЩшМЦЕФЙ§ГЬжаЃЌЪЙгУUGШэМўЕФPDWФЃПщЖдНТСДСуМўЩшжУЭфЧњжаадВуЯЕЪ§ЃЌНТСДСуМўеЙЦНЮЊУЋХїЃЌВЂЖдМЖНјФЃИїИіГЩаЭСуВПМўНјааШ§ЮЌЪЕЬхНЈФЃЃЌЕМШыБъзММўМАФЃМмЁЃНЋUаЮЭфЧњВПЗжЕМГіigsИёЪНЃЌЕМШыDYNAFORMжаЃЌНјааUаЮЭфЧњГЩаЭФЃФтМАЛиЕЏФЃФтЗжЮіЁЃНЋФЃаЭЕМШы3ds MaxШэМўжаЃЌНјааНТСДМЖНјФЃЕФПЊКЯФЃЖЏЛКЭБЌеЈЭМЗТецЃЌвдДЫРДбщжЄФЃОпНсЙЙЕФКЯРэадЁЃ
ЙиМќДЪЃКНТСДЃЛМЖНјФЃЃЛUG PDWЃЛDYNAFORMЃЛ3ds MaxЖЏЛ
Abstract
Multi-position progressive die is an advanced and efficient stamping dies. It is an integrated multi-station mold developed form a single step stamping die. Some more complex shapes with punching, bending, forming, deep drawing and other processes of stamping parts can be completed in the multi-position progressive die.
This design is the hinge part multi-position progressive die. It includes a hinge progressive die design, U-bending spring back simulation and die working process animation. The forming process of the hinge parts has been analyzed in which punching, rolling, bending and other processing operations have been used. The scrap parts of the hinge on the strip have been designed and grouped. The layout figure of the hinge parts has been drawn.The stamping force of all process steps and pressure center of the mold has been calculated in order to select stamping equipment.
Molded parts are all designed to insert pieces, positioning with the convex plate, so as to save high-quality mold materials and reduce mold costs. Progressive die uses the design of upward bending and floating rising pin to lift strip. Stripper plate and the upper mold part are limited with a limit screw and spring retainer. The structural features of this crimping portion have been analyzedand the combination of oblique wedge and slider had been designed to complete transverse crimping forming.
In the process of designing hinge progressive die, PDW module of UG software has been used to setting up the bending neutral layer coefficient of the hinge parts. Hinge parts have been flattened to blank. Some three-dimensional solid modelsof various progressive die parts have been created. Thestandard parts and die carrier have been imported. The U-shaped bending models have beenexported into DYNAFORM software in igs format and carried out the U-shaped bending forming simulation and spring back analysis. The whole modelshave been imported into 3ds Max software to performmoving process and exploded viewanimation of the hinge progressive die to verify the reasonableness of the mold structure.
Key words: Hinge; Progressive Die; UG PDW;DYNAFORM;3ds Max Animation
2НТСДМЖНјФЃФЃОпНсЙЙЩшМЦ
2.1 СуМўЙЄвеЗжЮіМАЬѕСЯХХВМЩшМЦ
2.1.1 НТСДСуМўЕФЙЄвеЗжЮі
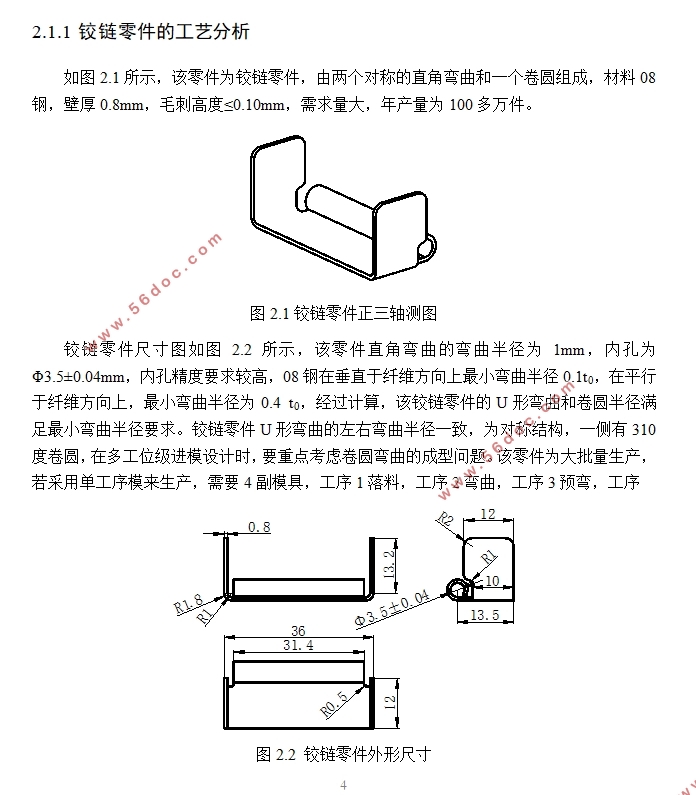
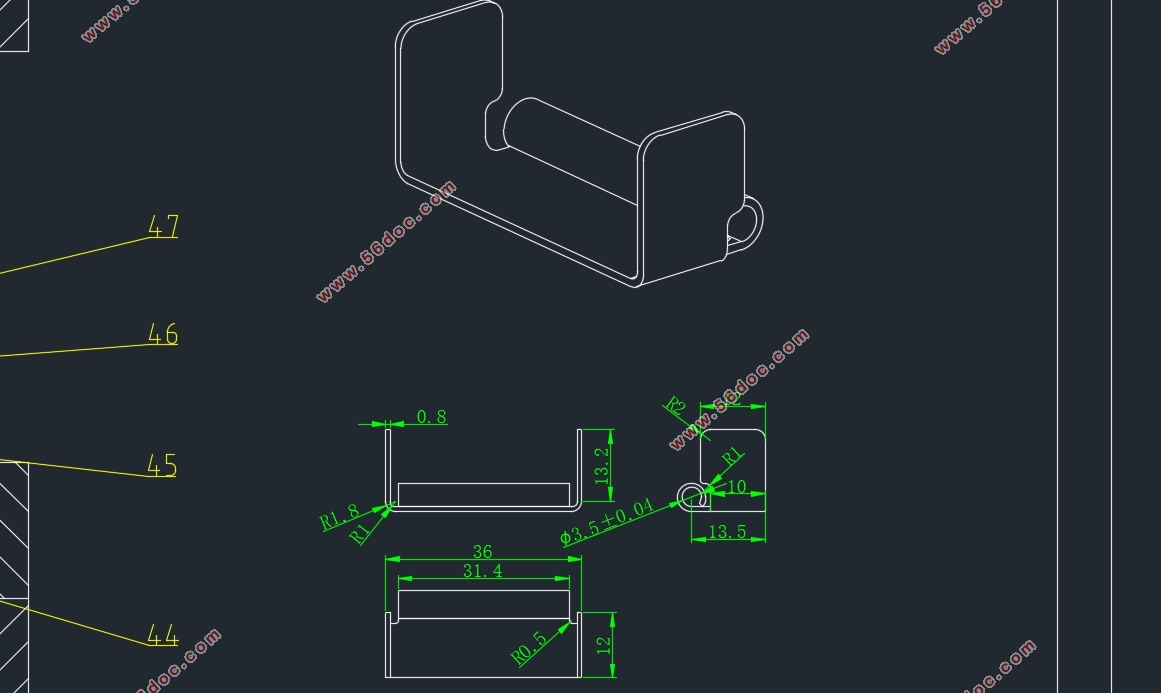
ИУСуМўЮЊНТСДСуМўЃЌгЩСНИіЖдГЦЕФжБНЧЭфЧњКЭвЛИіОэдВзщГЩЃЌВФСЯ08ИжЃЌБкКё0.8mmЃЌУЋДЬИпЖШ≤0.10mmЃЌашЧѓСПДѓЃЌФъВњСПЮЊ100ЖрЭђМўЁЃ
ИУСуМўжБНЧЭфЧњЕФЭфЧњАыОЖЮЊ1mmЃЌФкПзЮЊΦ3.5±0.04mmЃЌФкПзОЋЖШвЊЧѓНЯИпЃЌ08ИждкДЙжБгкЯЫЮЌЗНЯђЩЯзюаЁЭфЧњАыОЖ0.1t0ЃЌдкЦНаагкЯЫЮЌЗНЯђЩЯЃЌзюаЁЭфЧњАыОЖЮЊ0.4 t0ЃЌОЙ§МЦЫуЃЌИУНТСДСуМўЕФUаЮЭфЧњКЭОэдВАыОЖТњзузюаЁЭфЧњАыОЖвЊЧѓЁЃНТСДСуМўUаЮЭфЧњЕФзѓгвЭфЧњАыОЖвЛжТЃЌЮЊЖдГЦНсЙЙЃЌвЛВрга310ЖШОэдВЃЌдкЖрЙЄЮЛМЖНјФЃЩшМЦЪБЃЌвЊжиЕуПМТЧОэдВЭфЧњЕФГЩаЭЮЪЬтЁЃИУСуМўЮЊДѓХњСПЩњВњЃЌШєВЩгУЕЅЙЄађФЃРДЩњВњЃЌашвЊ4ИБФЃОпЃЌЙЄађ1ТфСЯЃЌЙЄађ2ЭфЧњЃЌЙЄађ3дЄЭфЃЌЙЄађ
ФПТМ
1 аїТл 1
1.1 ЖрЙЄЮЛМЖНјФЃИХЪі 1
1.2 ЙњФкЭтбаОПЯжзДЗжЮі 1
1.3 ПЮЬтбаОПЕФФПЕФМАвтвх 2
2 НТСДМЖНјФЃФЃОпНсЙЙЩшМЦ 4
2.1 СуМўЙЄвеЗжЮіМАЬѕСЯХХВМЩшМЦ 4
2.1.1 НТСДСуМўЕФЙЄвеЗжЮі 4
2.1.2 жЦМўУЋХїГпДчЕФМЦЫу 5
2.1.3 ЩшМЦХХбљ 7
2.1.4 ЛцжЦХХбљЭМ 10
2.1.5 МЦЫуГхбЙСІ 12
2.1.6 бЙСІЛњбЁаЭ 15
2.1.7 бЙСІжааФЕФМЦЫу 16
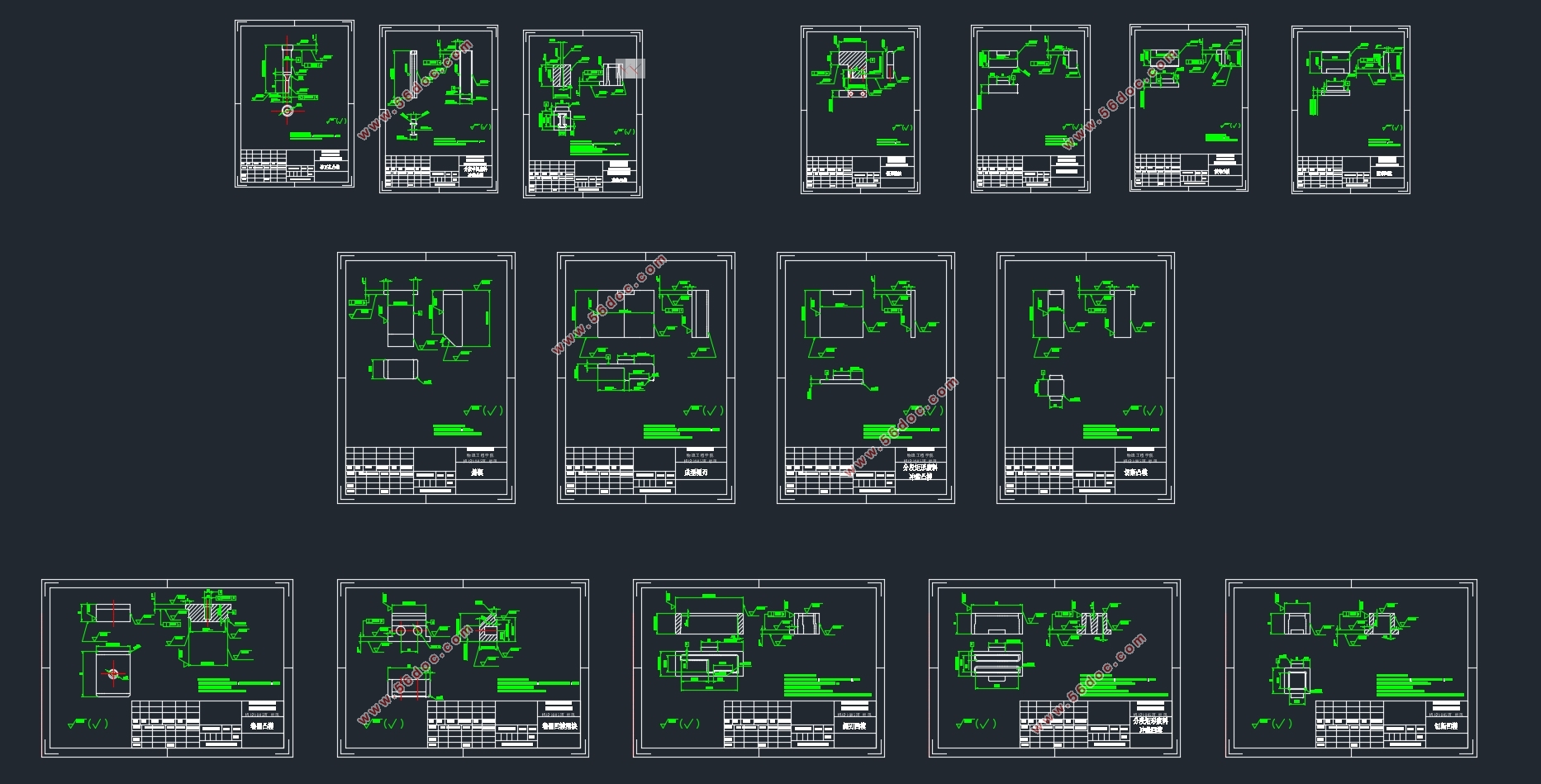
2.1.8 ФЃМмЕФЩшМЦ 17
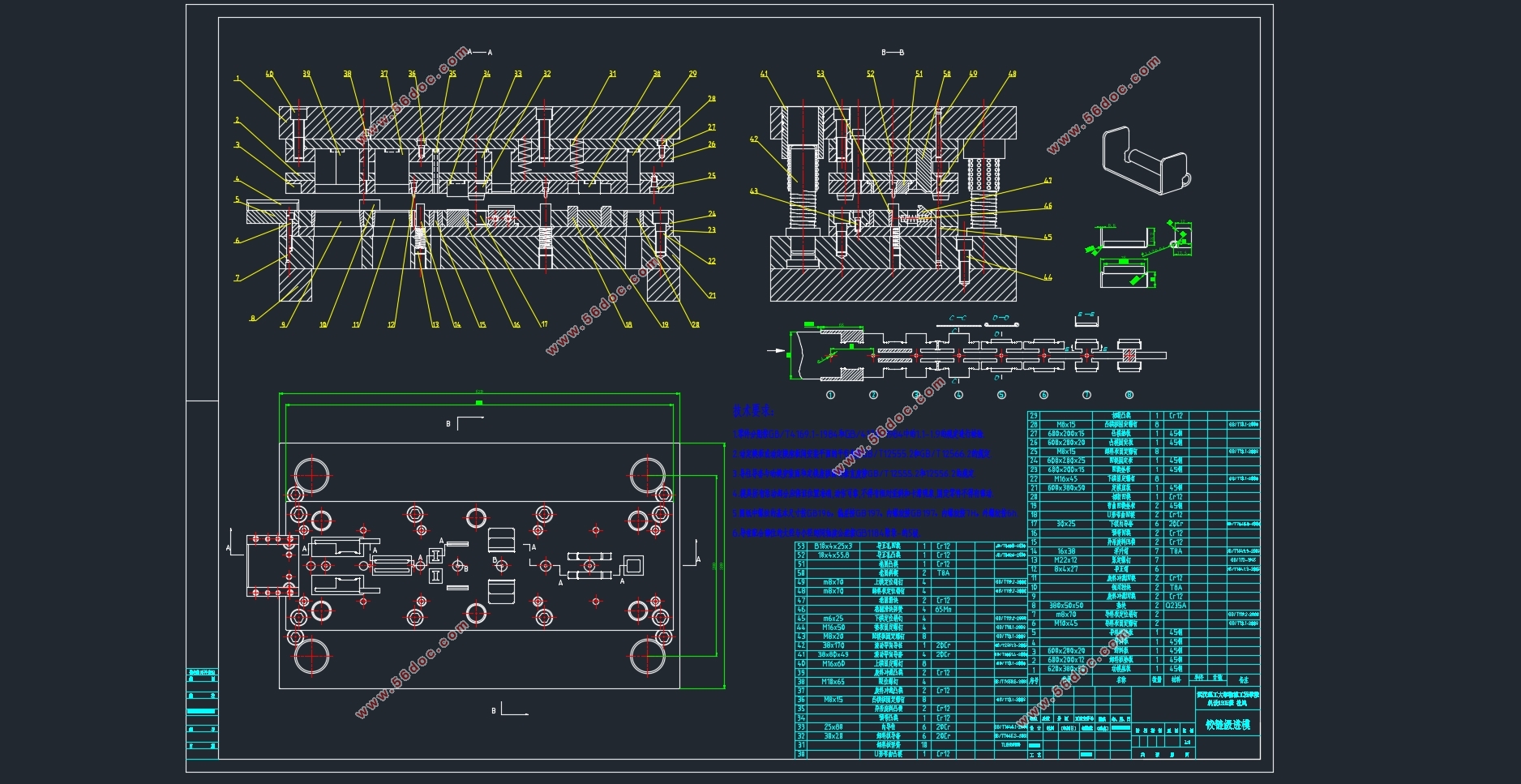
2.2 МЖНјФЃНсЙЙЩшМЦ 18
2.2.1 ГхВУСуВПМўЩшМЦ 18
2.2.2 ЖдГЦUаЮЭфЧњГЩаЭЭЙАМФЃЩшМЦ 25
2.2.3 ОэдВЭфЧњГЩаЭСуВПМўЩшМЦ 28
2.2.4 ЯоЮЛзАжУЩшМЦ 32
2.2.5 АхСЯЬсЩ§ЛњЙЙЩшМЦ 32
2.2.6 ФЃОпЙЄзїдРэ 33
2.3 UGМЖНјФЃЩшМЦВНжш 34
2.3.1 жаМфЙЄВНЕФНЈСЂ 34
2.3.2 ЯюФПГѕЪМЛЏгыУЋХїЩњДцЦї 35
2.3.3 УЋХїВМОж 35
2.3.4 ЗЯСЯЩшМЦ 36
2.3.5 ЬѕСЯХХбљ 36
2.3.6 ГхбЙСІМЦЫу 37
2.3.7 ФЃМмЬэМг 37
2.3.8 ГхВУЯтПщЩшМЦ 38
2.3.9 елЭфЯтПщЩшМЦ 39
2.3.10 ГЩаЭЯтПщЩшМЦ 39
2.3.11 ЯтПщИЈжњЩшМЦ 41
2.3.12 БъзММўЬэМг 41
2.3.13 ШУЮЛВлЩшМЦ 42
2.3.14 ЧЛЬхЩшМЦ 42
3 UаЮЭфЧњCAEЗжЮі 43
3.1 ДДНЈШ§ЮЌФЃаЭ 43
3.3 ГѕЪМЩшжУ 45
3.4 ЖЈвхАхСЯСуМў“BLANK” 46
3.5 ЖЈвхАМФЃСуМў“DIE” 46
3.6 ЖЈвхЭЙФЃСуМў“PUNCH”КЭбЙБпШІ“BINDER” 48
3.7 ФЃОпГѕЪМЖЈЮЛЩшжУ 48
3.8 ЭфЧњЙЄвеВЮЪ§ЩшжУ 49
3.9 ЬсНЛLS-DYNAНјааЧѓНтМЦЫу 50
3.10 ЛиЕЏЩшжУ 51
3.11 РћгУETA/PostНјааКѓДІРэЗжЮі 52
4 3ds MaxЖЏЛжЦзї 54
4.1 НЈФЃШэМўUGжаСуМўЕФЕМГі 54
4.2 НЋstepЮФМўЕМШыЕН3ds Max 55
4.3 ФЃаЭЖдЯѓЕФЗжзщ 55
4.4 ФЃОпВПЗжЕФЙиМќжЁЩшжУ 56
4.5 ЬѕСЯЕФЙиМќжЁЩшжУ 58
4.6 УЋХїЕФБфаЮЩшжУ 58
4.7 ЩуЯёЛњЩшжУвдМАЖЏЛЕФЕМГі 60
5 НТСДМЖНјФЃОМУадЗжЮі 61
5.1 ММЪѕЗНАИЕФОМУад 61
5.1.1 НТСДСуМўМгЙЄЗНАИ 61
5.1.2 зюМбЗНАИЕФШЗСЂ 61
5.1.3 зюМбМгЙЄЗНАИЕФОМУадЗжЮі 62
5.2 ЩшМЦЙ§ГЬЕФОМУад 62
5.2.1 ВЩгУШ§ЮЌдьаЭШэМўЩшМЦФЃОпНсЙЙ 62
5.2.2 ЪЙгУDYNAFORMШэМўЖдживЊГЩаЮНјааФЃФт 62
5.2.3 ЪЙгУЖЏЛМьВтФЃОпдЫЖЏЕФКЯРэад 63
5.3 ФЃОпБЈМл 63
5.3.1 ОбщМЦЫуЗЈ 63
5.3.2 ВФСЯЯЕЪ§ЗЈ 63
5.3.3 БЈМлЗНАИЕФбЁдё 64
5.3.4 БъзММўМЦЫу 64
5.3.5 ЗЧБъзММўМЦЫу 65
5.3.6 ФЃОпзмЗбгУ 65
6 змНсгыеЙЭћ 66
ВЮПМЮФЯз 67
жТаЛ 69
|