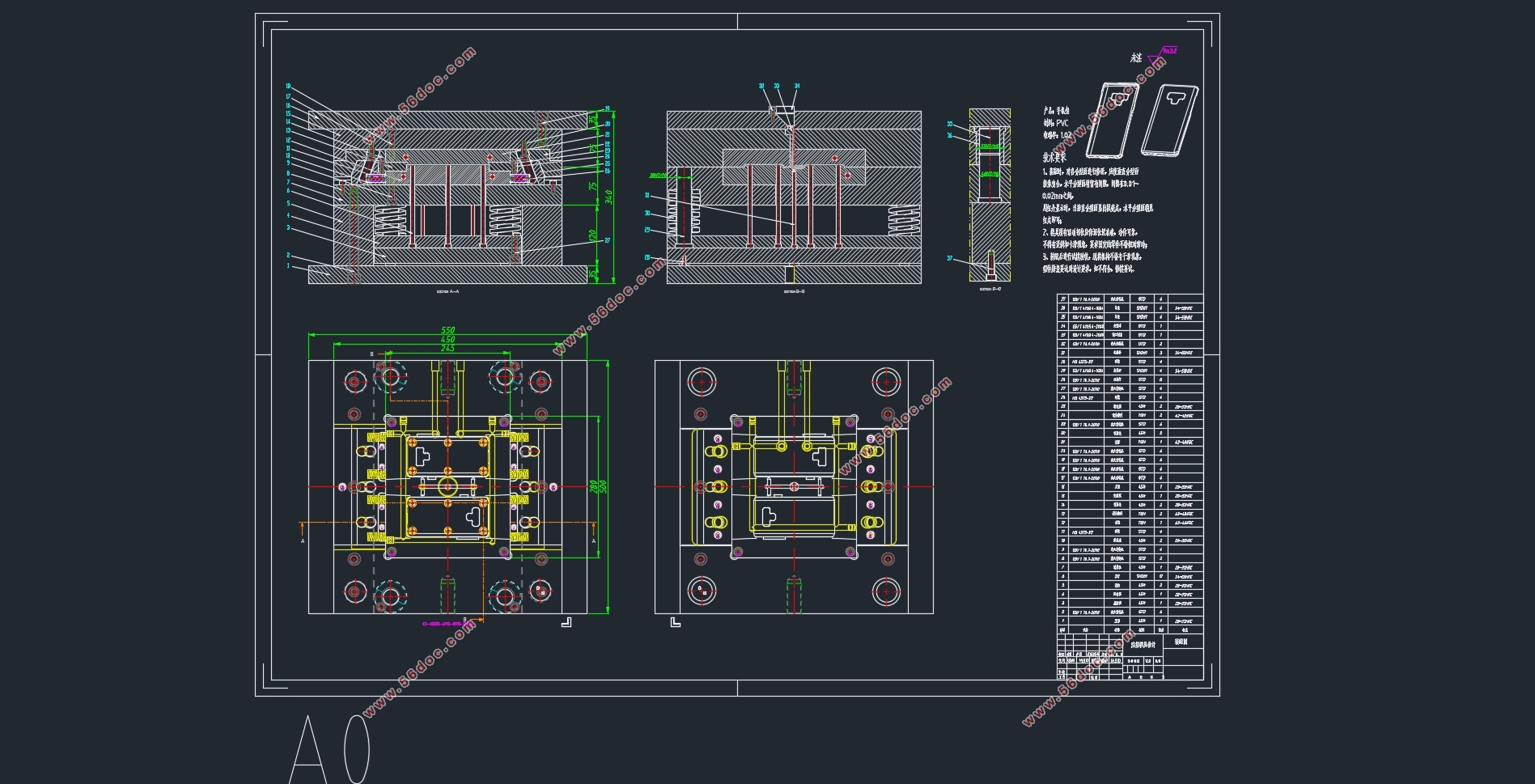
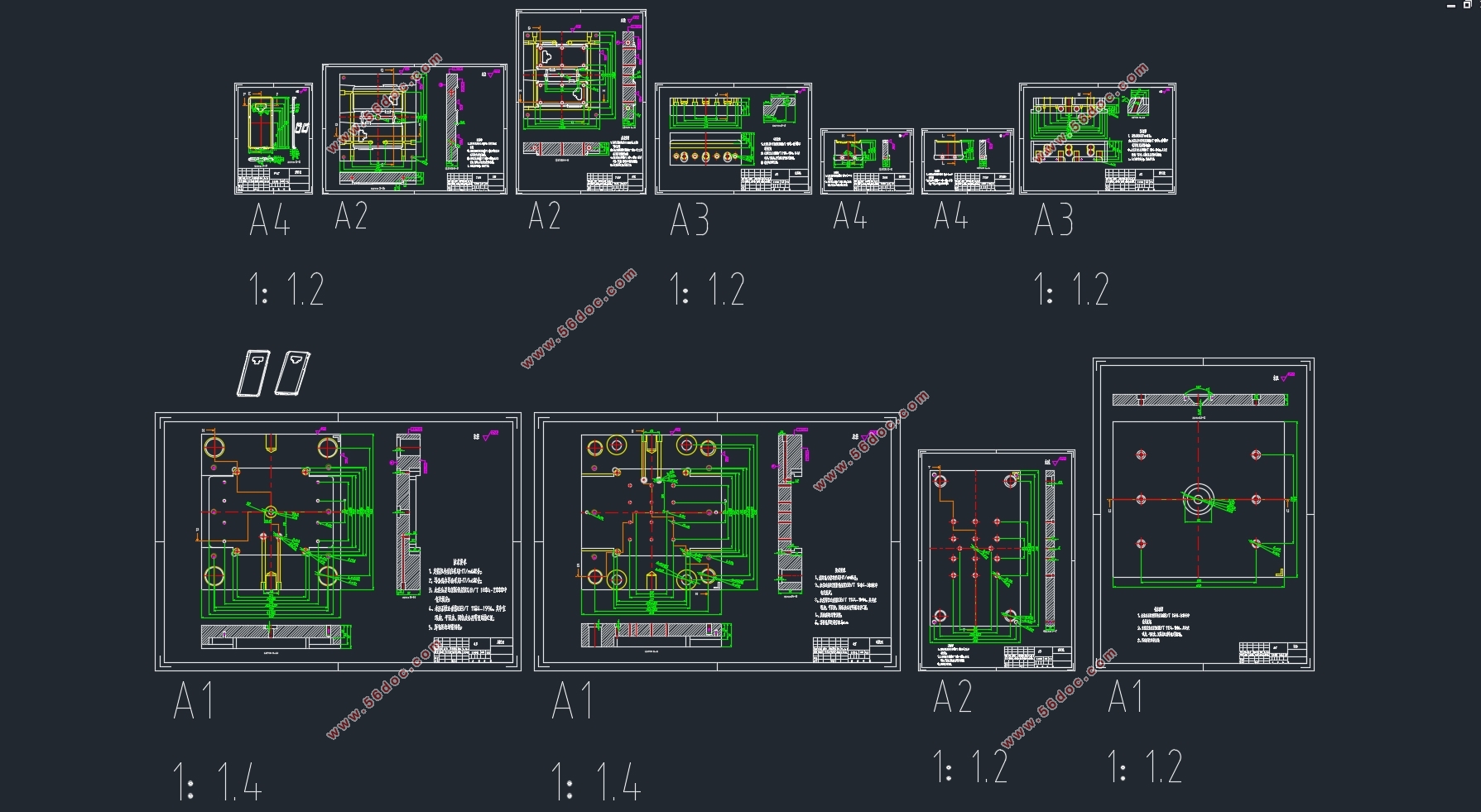
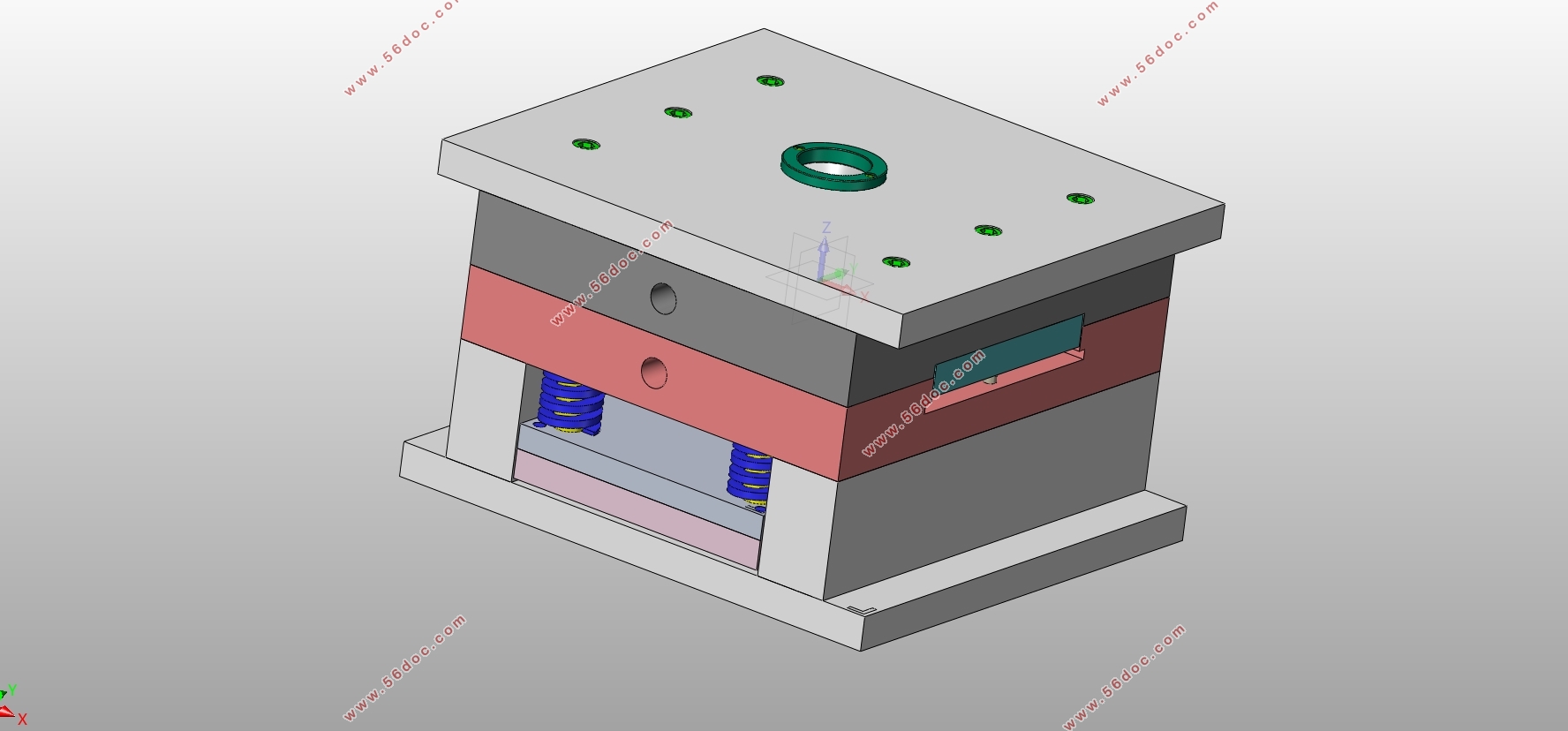
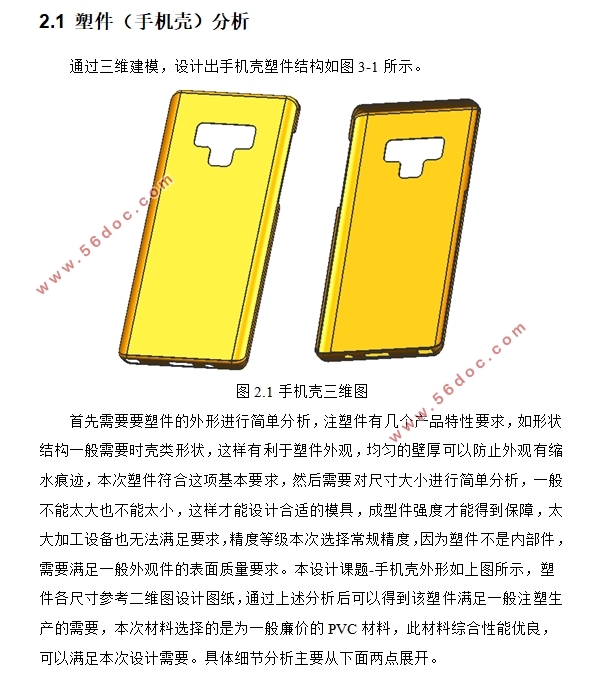
ЪжЛњПЧзЂЫмФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ,UGШ§ЮЌЭМ) РДдДЃК56doc.com зЪСЯБрКХЃК5D25659 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D25659 зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ ЮввЊЯТдиИУзЪдД зЪСЯНщЩм ЪжЛњПЧзЂЫмФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ,UGШ§ЮЌЭМ)(ТлЮФЫЕУїЪщ13000зж,CADЭМ11еХ,UGШ§ЮЌзАХфЭМ) 2 зЂЫмЙЄвеЗжЮіМАГЩаЭЗНЗЈ 2.1 ЫмМўЃЈЪжЛњПЧЃЉЗжЮі ЪзЯШашвЊвЊЫмМўЕФЭтаЮНјааМђЕЅЗжЮіЃЌзЂЫмМўгаМИИіВњЦЗЬиадвЊЧѓЃЌШчаЮзДНсЙЙвЛАуашвЊЪБПЧРраЮзДЃЌетбљгаРћгкЫмМўЭтЙлЃЌОљдШЕФБкКёПЩвдЗРжЙЭтЙлгаЫѕЫЎКлМЃЃЌБОДЮЫмМўЗћКЯетЯюЛљБОвЊЧѓЃЌШЛКѓашвЊЖдГпДчДѓаЁНјааМђЕЅЗжЮіЃЌвЛАуВЛФмЬЋДѓвВВЛФмЬЋаЁЃЌетбљВХФмЩшМЦКЯЪЪЕФФЃОпЃЌГЩаЭМўЧПЖШВХФмЕУЕНБЃеЯЃЌЬЋДѓМгЙЄЩшБИвВЮоЗЈТњзувЊЧѓЃЌОЋЖШЕШМЖБОДЮбЁдёГЃЙцОЋЖШЃЌвђЮЊЫмМўВЛЪЧФкВПМўЃЌашвЊТњзувЛАуЭтЙлМўЕФБэУцжЪСПвЊЧѓЁЃБОЩшМЦПЮЬт-ЪжЛњПЧЭтаЮШчЩЯЭМЫљЪОЃЌЫмМўИїГпДчВЮПМЖўЮЌЭМЩшМЦЭМжНЃЌЭЈЙ§ЩЯЪіЗжЮіКѓПЩвдЕУЕНИУЫмМўТњзувЛАузЂЫмЩњВњЕФашвЊЃЌБОДЮВФСЯбЁдёЕФЪЧЮЊвЛАуСЎМлЕФPVCВФСЯЃЌДЫВФСЯзлКЯадФмгХСМЃЌПЩвдТњзуБОДЮЩшМЦашвЊЁЃОпЬхЯИНкЗжЮіжївЊДгЯТУцСНЕуеЙПЊЁЃ 2.1.1 НсЙЙЗжЮі ЗжЮіЫмМўЭМПЩвдЕУжЊЃЌИУЫмМўећЬхГпДчвЛАуДѓаЁЃЌЭтЙлЮЊвЛИіЪжЛњПЧИЧАхРрЫмМўЃЌСНВргаПзашвЊСНВрЛЌПщГщаОЃЌИУЫмМўЪЪКЯзЂЫмФЃОпЩњВњжЦдьЁЃ 2.2.2 ГЩаЭЙЄвеЗжЮі ОЋЖШЕШМЖЃКвђЮЊЫмМўУЛгабЯИёЕФЙЋВювЊЧѓЃЌБОДЮбЁдёВЩгУвЛАуОЋЖШ5МЖРДЩшМЦЃЌАДвЛАуФЃОпОЋЖШЩшМЦПЩвдНЕЕЭГЩБОКЭМђЛЏФЃОпНсЙЙЁЃ ЭбФЃаБЖШЃКЗжЮіЫмМўЕФНсЙЙЕУЕНЫмМўЕФЦНОљКёЖШдМЮЊ2mmЃЌвђЮЊВрБкгавЛЖЈИпЖШЃЌЩшМЦЕФЭбФЃаБЖШашвЊКЯЪЪВХФмЫГРћЭбФЃЃЌЭЈЙ§ВщВЮПМЮФЯзЁО1ЁПжаЕФБэ3-4ПЩвдЕУЕНЃЌАДДЫИпЖШЩшМЦЕФФкБэУц35′~1°ПЩвдТњзуЭбФЃашвЊЃЌдкЩшМЦЫмМўЭтБэУцЪБКђашвЊ40′~1°20′ПЩвдБЃжЄЫмМўЭтЙлЃЌЭбФЃЪБКђВЛШнвзЙЮЛЈЕШЁЃвђЮЊЫмНКНсЙЙЖМЪЧБШНЯОљдШЃЌФкВПУЛгаЬиЪтЯСеЯИаЁВПЮЛЃЌЫмСЯЮЊPVCЕФСїЖЏадНЯКУЃЌвЛАуаЁИпЖШЮЛжУЭбФЃаБЖШПЩвдВЛЩшМЦвВФмЫГРћЭбФЃЁЃ ФП ТМ ФП ТМ I еЊвЊ 1 Abstract 2 1 аїТл 3 1.1 бЁЬтЕФвРОнКЭвтвх 3 1.2 ФЃОпЙЄвЕЕФЗЂеЙЯжзД 3 2 зЂЫмЙЄвеЗжЮіМАГЩаЭЗНЗЈ 5 2.1 ЫмМўЃЈЪжЛњПЧЃЉЗжЮі 5 2.1.1 НсЙЙЗжЮі 5 2.2.2 ГЩаЭЙЄвеЗжЮі 6 2.2ВФСЯPVCЕФзЂЩфГЩаЭЙ§ГЬМАЙЄвеВЮЪ§ 6 2.2.1ВФСЯPVCЕФзЂЫмГЩаЭВЮЪ§ 6 2.2.2ВФСЯPVCадФм 7 3 ФЃОпЛљБОНсЙЙЩшМЦ 9 3.1ЗжаЭУцЕФЩшМЦ 9 3.2ШЗЖЈаЭЧЛЪ§СПМАХХСаЗНЪН 9 3.3зЂЩфЛњаЭКХЕФШЗЖЈ 10 3.3.1ЙигкФЃОпвЛДЮГЩаЭзЂЫмСПЕФМЦЫу 11 3.3.2зЂЩфЛњаЭКХЕФбЁЖЈ 12 3.3.3зЂЫмЛњЕФВЮЪ§НЯКЫ 13 4 ФЃОпННзЂЯЕЭГЕФЩшМЦ 15 4.1ННзЂЯЕЭГЕФЩшМЦВНжшКЭддђ 15 4.2жїСїЕРЕФЩшМЦ 15 4.3ЗжСїЕРЩшМЦ 16 4.4ННПкЕФЩшМЦ 17 4.5РфСЯбЈЕФЩшМЦ 18 5 ГЩаЭСуМўЕФЩшМЦ 19 5.1 ГЩаЭСуМўНсЙЙЩшМЦ 19 5.2 ГЩаЭСуМўГпДчМЦЫу 20 5.2.1 аЭЧЛЙЄзїГпДчМЦЫу 20 5.2 .2аЭаОЙЄзїГпДчМЦЫу 21 6 ЦфЫћФЃОпНсЙЙЩшМЦ 23 6.1РфШДЯЕЭГЕФЩшМЦ 23 6.2ЭбФЃЛњЙЙЕФЩшМЦ 24 6.3 ЭбФЃСІЕФМЦЫу 25 6.3ВрГщаОЛњЙЙЕФЩшМЦ 26 7 БъзМФЃМмЕФбЁдё 29 зм Нс 31 жТ аЛ 32 ВЮПМЮФЯз 33