简易轴类零件的数控车削加工工艺及编程(附加工工艺卡,NC程序)
来源:56doc.com 资料编号:5D10610 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D10610
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
简易轴类零件的数控车削加工工艺及编程(附加工工艺卡,NC程序)(CAD图1张,设计说明书7000字)
摘 要
轴类零件在整个制造工业中发挥着重要作用。在汽车领域起着连接动力装置和运动装置的部位,在重型机械领域,起着传动动力,吊卸重物的重要组成部分等。阶梯轴作为轴类零件的一种,在整个轴类零件中也扮演着重要角色。现根据其零件特性,对其加工过程作详细分析,确定了加工过程中所选刀具的种类、型号及其注意事项,并总结出该轴类零件的加工过程。
关键词:数控车床 工艺路线 数控编程 数控仿真
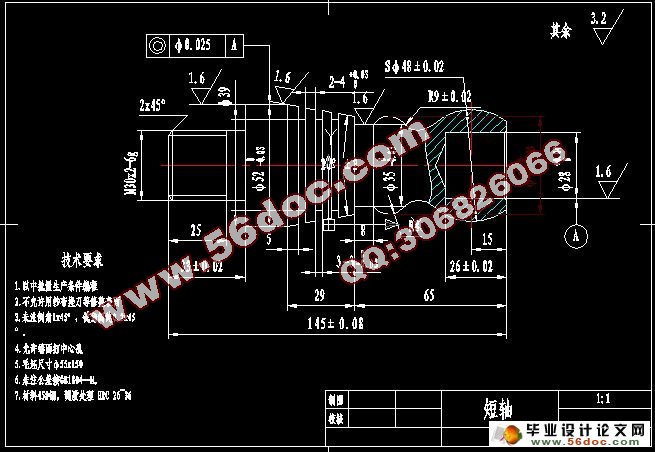
零件图
1.1 零件的结构分析
从图1.1中可以看出,该零件属于阶梯轴,其主要特征由内外圆柱面、圆弧面、圆锥面、槽及螺纹等形状特征组成。
该零件的视图符合国家标准,位置精确,表达清楚,几何要素间的关系明确,尺寸标注完整清晰。
1.2 技术要求的分析
零件的技术要求主要包括尺寸精度、形状精度、位置精度、表面粗糙度要求等,这些技术要求应当是能够保证零件使用性能前提下的极限值。进行零件技术要求分析,主要是分析这些技术要求的合理性,以及实现的可能性,重点分析重要表面和部位的加工精度和技术要求,为制定合理的加工方案做好准备。同时通过分析以确定技术要求是否过于严格,因为过高的精度和过小的表面粗糙度要求会使工艺过程变得复杂,加工难度大,增加不必要的成本。
该零件的尺寸精度要求较高,最高公差为0.03mm,在加工这些部位时需要进行粗精加工,并保证刀具的锋利性;零件图中的Φ52 外圆表面对内孔基准面A有同轴度要求,其值为Φ0.025mm,因此此两表面应该在同一次装夹中完成;零件图中表面粗糙度最高为Ra1.6um,在数控车床中可以保证此要求。此外,该零件还规定了热处理要求,即调质处理HRC 26~36,该零件为45钢,调质可达到此要求。
目录
前言 4
1 零件图 4
1.1 零件的结构分析 4
1.2 技术要求的分析 5
2 毛坯的设计 5
3 加工设备的选择 5
4 工艺路线 6
5 刀具的选择 6
6 切削用量 8
6.1 切削用量的具体参数 8
6.2 切削用量的选取 9
7 编制工艺卡片 10
8 数控编程 10
8.1 数控编程的分类 10
8.2 数值的计算 11
8.3 加工程序清单 11
9 数控加工仿真 16
总结 18
参考文献 19
致谢 20
附录 21
附表1 机械加工工艺过程卡 21
附表2 机械加工工序卡 22
附表2.1 机械加工工序卡 23
|