普通机床的数控化改造设计
来源:56doc.com 资料编号:5D11069 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D11069
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
普通机床的数控化改造设计(开题报告,中期检查表,论文说明书8000字,CAD图纸5张)
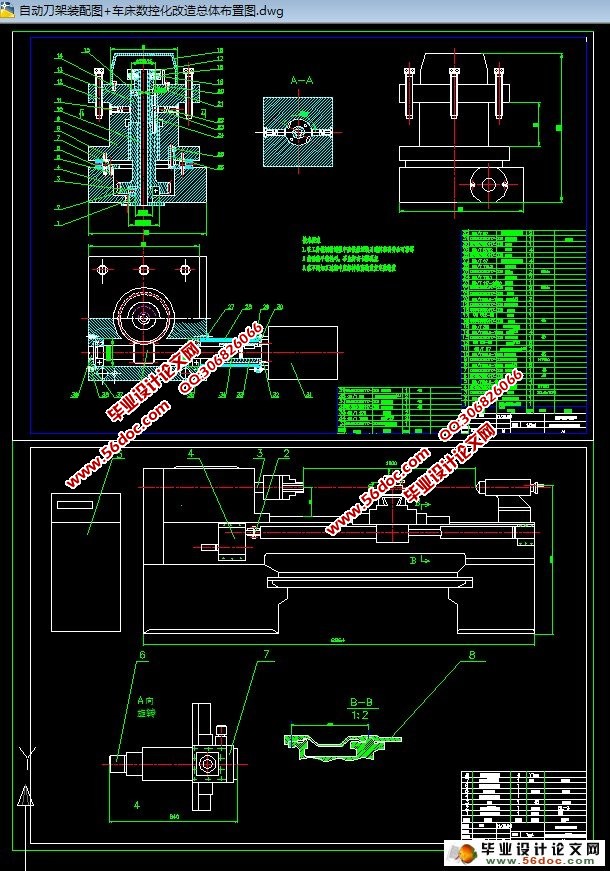
摘 要:普通机床的数控改造主要是在合理选择数控系统的前提下,然后再对普通车床进行适当的机械改造,改造的内容主要包括:床身的改造,拖板的改造,变速箱体的改造,刀架的改造。通过对机床的改造并根据要求选用步进电机作为驱动元件,这样改造后的机床就能基本满足现代化的加工要求。
关键词:普通车床; 数控改造; 步进电机; 数控刀架
Numerical Control Transformation of Common Lathes
Abstract:The numerical control machine tools transform ordinary primarily in reasonable choice under the premise of CNC system, and then to ordinary lathe proper mechanical transformation. Transformation content mainly includes: lathe bed transformation, dragging plate transformation, shifting box transformation, cutter transformation. Then according to requirements, we can choose a stepper motor as drive component. So after the transformation of machine tools can satisfy basically modern processing requirements.
Keyword: ordinary lathe; nc transformation; step-motor; nc cutter
总体方案设计要求
(1)系统的运动方式以及与伺服系统的选择
由于改造后应具有定位、纵向和横向的直线插补、圆弧插补功能,还要求能暂停,进行循环加工和螺纹加工等,因此,数控系统选连续控制系统。车床数控化改装后属于经济型数控机床,在保证一定加工精度的前提下应简化结构、降低成本,因此,进给伺服系统采用步进电机开环控制系统。
(2)计算机系统
根据机床要求,采用8位微机。由于MCS—51系列单片机的特点之一是硬件设计简单,系统结构紧凑。对于简单的应用场合,MCS—51系统的最小系统用一片80C51外扩一片EPROM就能满足功能的要求,对于复杂的应用场合,可以利用MCS—51的扩展功能,构成功能强、规模较大的系统。
控制系统由微机部分、键盘及显示器、I/O接口及光电隔离电路、步进电机功率放大电路组成,系统的加工程序和控制命令通过键盘操作实现,显示器采用LCD液晶显示器现实加工数据及机床状态等信息。
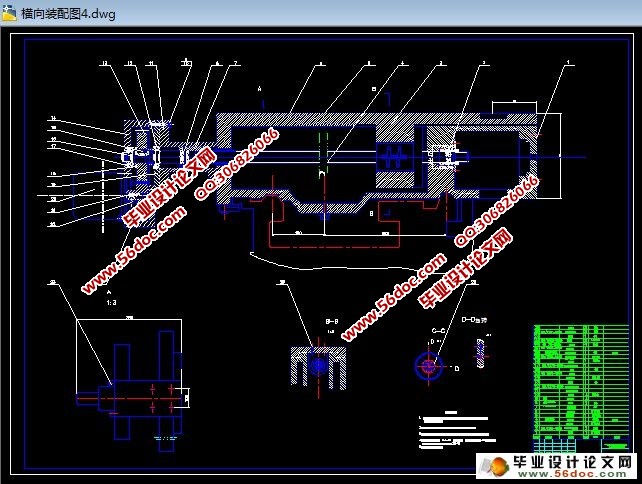
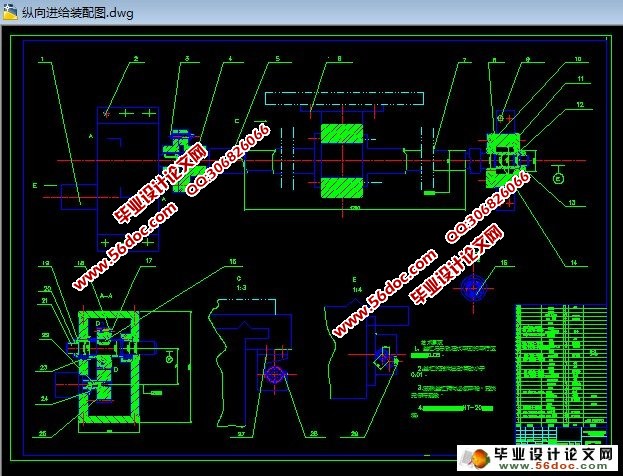
(3)为了实现机床所要求的分辨率,采用步进电机经齿轮减速再传动丝杠,为了保证一定的传动精度和平稳性,尽量减小摩擦力,选用滚珠丝杠螺母副,同时,为了提高传动刚度和消除间隙,采用有预加负载荷的结构,传动齿轮也要采用消除齿侧间隙的结构。
目 录
摘要 1
关键词 1
1 前言 1
2 设计要求 2
2.1 总体方案设计要求 2
2.2 其它要求 5
3 进给伺服系统机械部分设计与计算 5
3.1 进给系统机械结构改造设计 5
3.2 进给伺服系统机械部分的计算与选型 6
3.2.1 确定系统的脉冲当量 6
3.2.2 纵向滚珠丝杠螺母副的副的型号选择雨校核步骤 6
3.2.3 横向滚珠丝杠螺母副的型号选择与校核步骤 10
3.2.4 齿轮有关计算 11
4 步进电动机的计算与选型 16
4.1 步进电动机选用的基本原则 16
4.2 步进电动机的选择 17
5 车床改造的结构特点 18
5.1 滚珠丝杆 18
5.2 导轨副 18
5.3 脉冲发生器 18
6 安装调整中应注意的问题 19
6.1 滚珠丝杠螺母副的选择 19
6.2 滚珠丝杠螺母副的调整 19
6.3 联轴器的安装 19
6.4 主轴脉冲发生器的安装 19
7 结论 19
参考文献 20
致谢 20
|