CA6140车床的数控改造设计(任务书,开题报告,毕业论文说明书21000字,CAD图纸2张)
[摘要] CA6140车床的数控改造是一个实践性的课题,将实际与理论相结合。在改造的过程要考虑方案的经济性、可靠性、实用性。CA6140车床的改造分为两大部分:微机部分改造和机械部分的改造。本次设计主要是机械部分的改造,改造的方面主要分为三个部分:主轴箱的改造、刀架的改造、横纵向进给部分的改造。
主轴箱的改造主要是选择电机、将24级变速改为8级变速、对主轴箱内的各零部件进行校核、液压变档装置的设计、电磁离合器的安装等等。
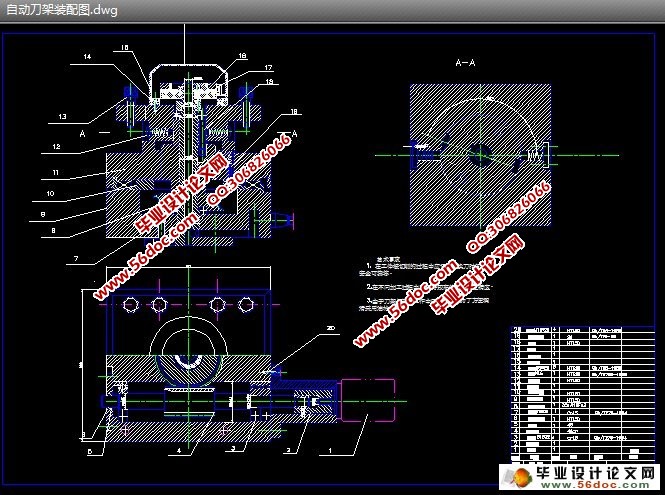
刀架的改造主要是将原有刀架用回转自动刀架进行替代,设计自动刀架的各部分的结构,使其能够准确定位自动换刀,提高普通CA6140车床的工作效率。
横纵向进给的改造主要是将原有手动操作改为数控方式,确定其脉冲当量,选择步进电机,并设计其变速箱。
[关键词] CA6140车床 数控改造 主轴箱 刀架 横纵向进给系统
Numerical control transformation of CA6140 lathe
[Abstract] the numerical control transformation of CA6140 lathe is a practical subject, combining the practical and theoretical. In the process of transformation to consider economy, reliability and practicability of the scheme. Transformation of CA6140 lathe is divided into two parts: reconstruction of computer parts and mechanical parts. Reconstruction of this design is mainly mechanical parts, the aspects are divided into three parts: the spindle box of the transformation, the rest of the transformation, the transverse longitudinal feed part of the reform.
Spindle box of transformation mainly choose motor, stepless speed changing stepless speed changing will be 24 to eight, for each part of the spindle box test design, electromagnetic clutch, hydraulic shift device installation and so on.
Tool post transformation is mainly a tool post to replace, with automatic rotary tool rest design structure of each part of automatic tool post, so it can accurately locate the automatic tool change, improve the work efficiency of ordinary CA6140 lathe.
Transverse longitudinal feed transformation mainly is the original manual operation to numerical control way, determine its pulse equivalent, choose stepper motor, and design of the gearbox.
[Key words] CA6140 lathe numerical control transformation spindle box tool post horizontal longitudinal feed system
5.1 主要研究(设计)内容
对CA6140普通车床进行数控化改造,使其加工质量和季度达到或者超过改造前车床出厂时的水平,接近同档次数控车床的水平,数控改造后的车床其生产效率、安全性超过改造前普通车床出厂是的水平。
主传动保留主轴箱、床身导轨、溜板、尾座,而甩掉现有车床进给箱、溜板箱、刀架等。
进给传动采用开环伺服系统,开环伺服系统没有检查机械运动的检测元件,即没有来自位置传感器的反馈信号。由步进电动机或电液脉冲马达驱动,运动速度和精度较低,运动中容易产生振荡、丢不等现象,因此主要用于经济型或简易型数控机床,其精度和速度的提高受到限制。进击箱变为纵向步进电机支撑,需重新设计制造;两台步进电机支撑件、连接件、两丝杠支撑与溜板联接件,电动刀架联接件、电气柜、防护等主要件需设计制作;各主要不见需装配、安装与调整。
5.2 关键问题
车床的纵向进给机构改造、横向进给机构改造;
刀架的改造;
原始数据:
CA6140车床的主参数是床身上最大工件回转直径,第二主参数是最大工件长度。因为主参数决定了主轴轴线距离床身导轨的高度,第二参数决定了床身的长度。
机床的主要技术参数
床身上最大工件回转直径 400毫米
最大工件长度 1000毫米
主轴中心至床身平面导轨距离 205毫米
刀架上最大工件回转直径 210毫米
最大车削长度 807毫米
主轴孔径 48毫米
主轴转速:正转 24级 10—1400转/分
反转 12级 14—1580转/分
纵向进给量中数和范围: 64种
标准进给量: 0.08—1.59毫米/转
小进给量: 0.028—0.054毫米/转
大进给量: 1.71—6.33毫米/转
横向进给量中数和范围: 64种
标准进给量: 0.04—0.795毫米/转
小进给量: 0.014—0.027毫米/转
大进给量: 0.086—3.16毫米/转
主电机功率: 7.5千瓦
机床重量: 2050千克
目 录
任务书 Ⅰ
开题报告 Ⅱ
指导教师审查意见 Ⅲ
评阅老师评语 Ⅳ
答辩会议记录 Ⅴ
中文摘要 Ⅵ
外文摘要 Ⅶ
1 前言 3
2 主轴箱的改造设计 3
2.1 主轴箱传动系统改造方案和设计内容 3
2.1.1 主轴箱传动改造 3
2.1.2 换挡装置的改造设计 3
2.1.3 调速装置的改造设计 3
2.1.4 测速装置改造设计 3
2.1.5 箱体的改造设计 3
2.2 自动换刀系统的设计改造 3
2.2.1 回转刀架式自动换刀装置 3
2.2.2 刀架的安装和调试 3
3 进给伺服系统机械部分设计与计算 3
3.1 进给系统机械结构改造设计 3
3.2 进给伺服系统机械部分的计算与选型 3
3.2.1 确定系统的脉冲当量 3
3.2.2 纵向滚珠丝杠螺母副的副的型号选择雨校核步骤 3
3.2.3 横向滚珠丝杠螺母副的型号选择与校核步骤 3
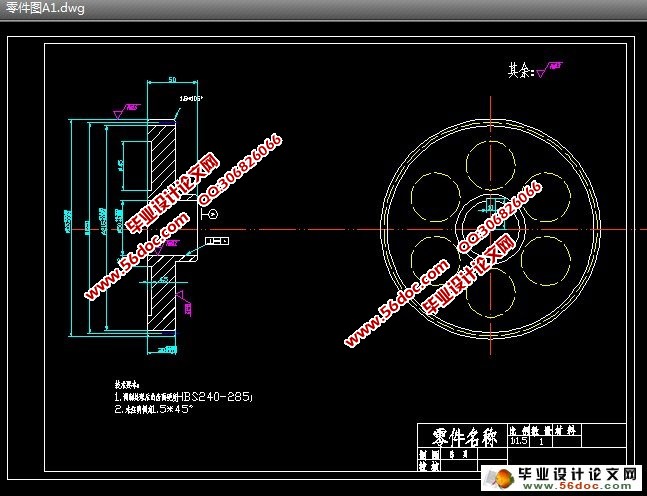
3.2.4 齿轮有关计算 3
结论 3
参考文献 3
致 谢 3
|