飞机凹台的Mastercam自动编程加工(含CAD图,PROE三维图,工艺卡工序卡)
来源:56doc.com 资料编号:5D15914 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D15914
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
飞机凹台的Mastercam自动编程加工(含CAD图,PROE三维图,工艺卡工序卡)(论文说明书11200字,CAD图纸1张,PROE三维图,工艺卡工序卡)
摘 要
本篇毕业设计主要讲述数控机床和编程的介绍,对飞机凹台零件的工艺进行分析和工艺参数的选择以及刀具的选择,零件的程序的自动编制,程序的仿真,Mastercam的造型与实体仿真加工。
文章的主要内容为飞机凹台零件的工艺分析,零件的自动程序编制,还有Mastercam制造工程师的造型与实体仿真加工。在零件的自动编程中用到了G02/G03圆弧插补指令;G81钻孔;M98调用子程序指令。
【关键词】:自动编程;圆弧插补指令、钻孔、子程序
飞机凹台数控加工工艺分析
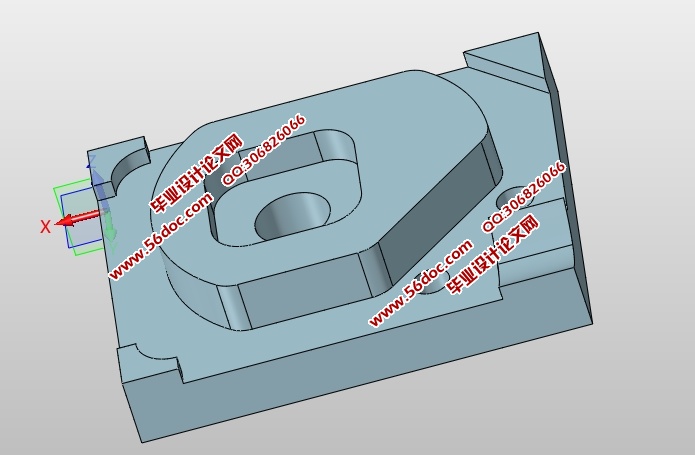
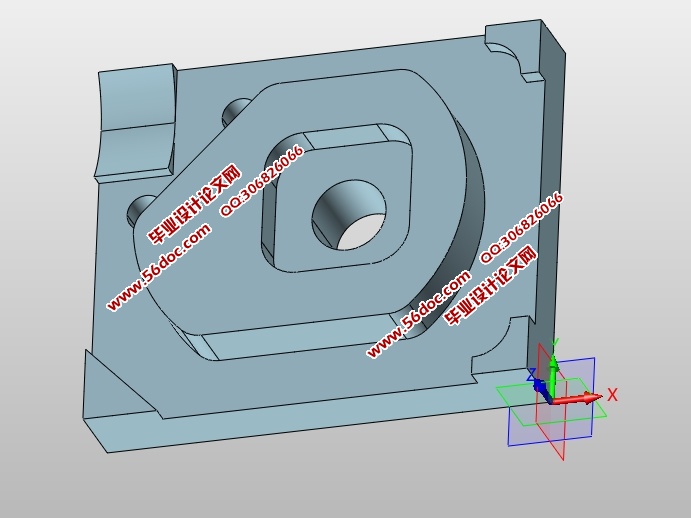
(一)飞机凹台零件的分析
由零件图可知,该零件为板状零件,采用先气割下料工件后,上下面及四周铣光后再进行正式上数控机床加工,材料为45号钢。
上下面与四周铣可以在普通铣床上完成,数控铣为后续粗精加工的工序。主要为先铣四周及上下平面,中间孔以及外凸台轮廓,再铣四周凸台轮廊,以及内凹台,最后钻、绞孔。
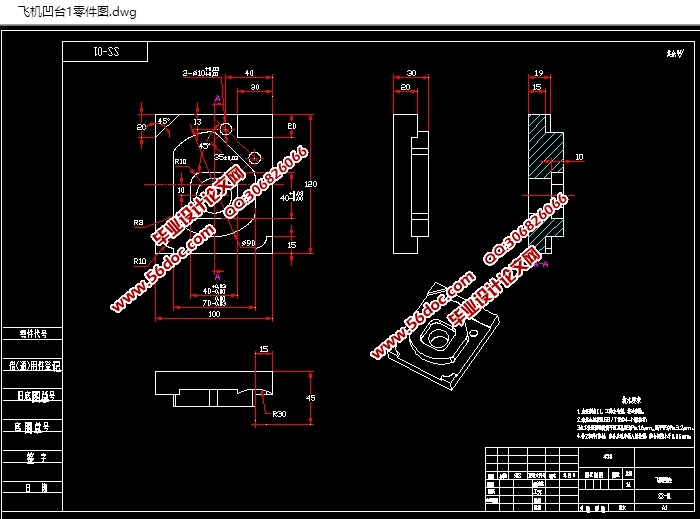
(二)刀具、量具的选择
由图样分析,该图样的轮廓的最小半径为R8,以此我们在铣轮廓时选用φ16mm立铣刀。同样外凸轮伦廊的铣削,采用 的立铣刀。中间孔也采用 键槽铣刀。两个 的孔采用先钻孔后绞孔,可以选选择中心钻,选择A4中心钻头,接着钻孔选择φ8.2钻头,攻丝选择∮10的机用铰刀。量具选择0--150mm游标卡尺,75-100mm外径千分尺,深度游标卡尺等。
目 录
一、绪论 4
(一)数控机床的介绍 4
(二)数控编程 6
(三)本课题的主要内容及任务 10
二、飞机凹台数控加工工艺分析 16
(一)飞机凹台零件分析 16
(二)刀具量具的选择 16
(三)编制加工工艺 16
(四)手动编制程序 19
三、工件的自动编程与仿真加工 21
(一)Mastercam的介绍 21
(二)零件造型及加工 32
总结 38
参考文献 37
致 谢 34
|