CK6163ЦеЭЈЛњДВЪ§ПиЛЏИФдь(КЌCADЕчТЗЭМзАХфЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D16751 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D16751
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
CK6163ЦеЭЈЛњДВЪ§ПиЛЏИФдь(КЌCADЕчТЗЭМзАХфЭМ)(ТлЮФЫЕУїЪщ15000зж,CADЭМжН3еХ)
ЩшМЦЗНАИЕФШЗЖЈ
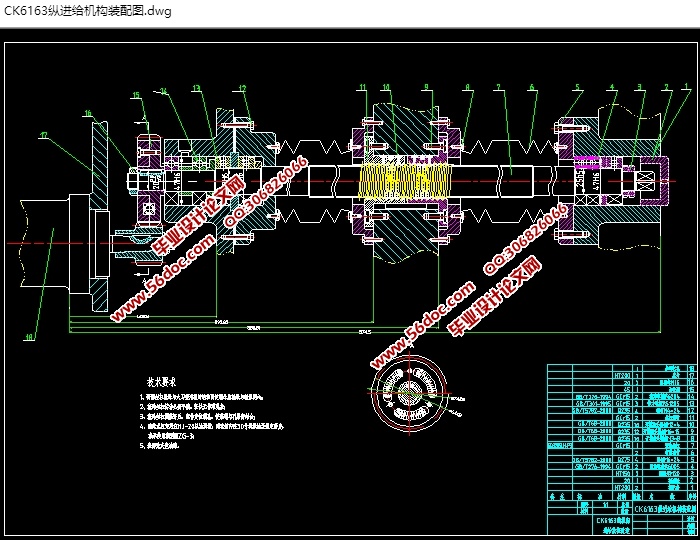
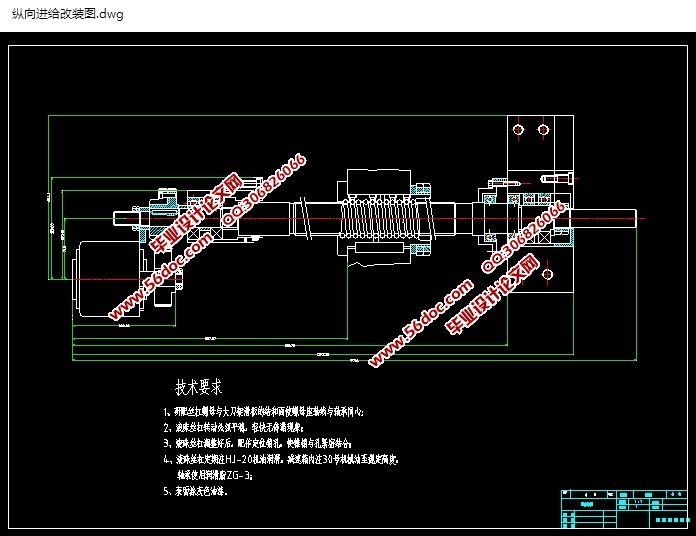
РћгУЪ§ПизАжУЖдзнКсНјИјЯЕЭГНјааАыБеЛЗПижЦЃЌвдВННјЕчЛњЮЊЧ§ЖЏдЊМўЃЌДЋЖЏЯЕЭГВЩгУЙіжщЫПИмИБЃЌЕЖМмВЩгУздЖЏзЊЮЛЕЖМмЃЌЖдCK6163ЦеЭЈГЕДВНјааММЪѕИФдьОЭПЩвдзщГЩвЛИіОМУаЭЪ§ПиГЕДВЃЌЪЕЯжЮЂЛњПижЦЯТЕФздЖЏМгЙЄЁЃИФдьКѓЕФГЕДВАбГЕДВЕФжїдЫЖЏКЭНјИјдЫЖЏЗжРыПЊРДЁЃжїЕчЛњЕФзїгУНіНіЪЧДјЖЏЙЄМўа§зЊЃЌЖјЕЖМмЕФНјИјдЫЖЏдђЪЧгЩВННјЕчЛњжБНгДјЖЏГЕДВЕФзнКсЫПИмРДЪЕЯжЁЃ
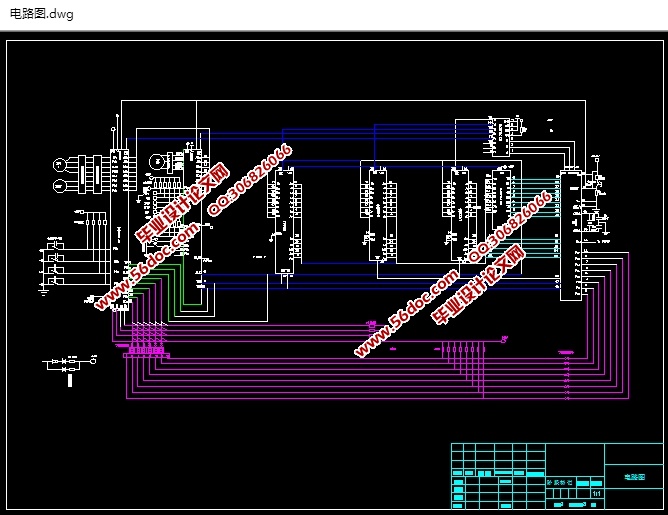
ВйзїЪБЃЌИљОнСуМўЕФМгЙЄЙЄвеЃЌАДЪ§ПиЯЕЭГЕФЙцЖЈЕФЗНЪНБржЦСуМўЕФМгЙЄГЬађЃЌЭЈЙ§Ъ§ПизАжУЩЯЕФМќХЬЪфШыЮЂЛњЃЌЮЂЛњЖдМгЙЄГЬађДІРэКѓЗЂГівЛЯЕСаТіГхаХКХЃЌОЙ§ЙІТЪЗХДѓЦїЗХДѓКѓЧ§ЖЏ2ЬЈВННјЕчЛњЃЌАДЙцЖЈЕФЗНЯђЁЂЫйЖШКЭЮЛвЦСПЃЌЭъГЩЕЖМмзнКсСНИіЗНЯђЕФНјИјЃЌЪЙГЕЕЖЪЕЯжжБЯпЛђдВЛЁЕФЧаЯїЁЃдкМгЙЄТнЮЦЪБЃЌЭЈЙ§жїжсТіГхЗЂЩњЦїЗЂЩњНјИјдЫЖЏЃЌДгЖјМгЙЄГіИїжжБъзМТнЮЦЁЃЛЛЕЖЪБЃЌЮЂЛњЗЂГіЛЛЕЖаХКХЃЌЕЖМмПижЦЯфМЬЕчЦїЖЏзїЃЌЕчЛње§зЊЃЌЭЈЙ§МѕЫйЛњЙЙКЭЩ§НЕЛњЙЙЃЌНЋЩЯЕЖЬхЩЯЩ§жСвЛЖЈЮЛжУЃЌДјЖЏЕЖЬха§зЊЕНЫљбЁЕЖЮЛЃЌШЛКѓЖЈЮЛЃЌЭъГЩЛЛЕЖЖЏзїЁЃ
ФПТМ
1 аїТл 4
1.1 Ъ§ПиЩшБИгыММЪѕЯжзД[1] 4
1.1.1 Ъ§ПиЩшБИ 4
1.1.2 Ъ§ПиММЪѕ 4
1.1.3 ЖдЮвЙњЪ§ПиММЪѕКЭВњвЕЛЏЗЂеЙЕФеНТдЫМПМ 5
1.2 Ъ§ПиЛњДВЗЂеЙИХПі[2] 6
1.2.1 Ъ§ПиЛњДВЕФвЛАудРэ 7
1.2.2 ЛњДВЪ§ПиЯЕЭГЕФЗжРр 10
1.2.3 ЙњФкЪ§ПиЛњДВЕФЬиЕу[1] 12
1.2.4 ЙњЭтЪ§ПиЛњДВзДПіЗжЮі[1] 12
1.2.5 Ъ§ПиЛњДВЕФЗЂеЙдЄВт[1] 13
1.3 БОЮФЕФбЁЬтМАжївЊбаОПФкШн 14
1.3.1 БОЮФЕФбЁЬт 14
1.3.2 жївЊбаОПФкШн 14
2 ЛњаЕВПЗжИФдь 14
2.1 ЩшМЦЗНАИЕФШЗЖЈ 14
2.2.1знЯђНјИјЯЕЭГЕФМЦЫугыЩшМЦ 15
2.2.2 знЯђНјИјЯЕЭГЕФМЦЫугыЩшМЦ 24
3 ЕчЦјВПЗжИФдь 27
3.1ВННјЕчЛњбЁгУЕФЛљБОддђ[4] 27
3.2ВННјЕчЛњЕФбЁдё[4] 28
3.2.1 знЯђНјИјЯЕЭГВННјЕчЛњЕФШЗЖЈ 28
3.2.2 знЯђНјИјЯЕЭГВННјЕчЛњЕФШЗЖЈ 29
3.3 Ъ§ПиЯЕЭГЕФгВМўЕчТЗЩшМЦ 29
3.3.1 Ъ§ПиЯЕЭГЛљБОгВМўзщГЩ [4] 29
3.3.2 ЕЅЦЌЛњПижЦЯЕЭГЕФЩшМЦ[11] 30
3.4ЙтЕчИєРыЕчТЗ[4] 32
3.5 ЙІТЪЗХДѓЕчТЗ[4] 32
3.6 вКЮЛздЖЏПижЦгВМўЩшМЦ 33
1ЕЅЦЌЛњ 33
1.1 8031адФмНщЩм 33
1.2 8031НгПкв§НХНщЩм 33
1.3 8031НгПкЕФЪЙгУ 33
3.7ИДЮЛЕчТЗКЭОЇеёЕчТЗ 34
3.8ДЋИаЦї 35
3.9вКОЇЯдЪОЦСв§НХНгПкНщЩм 35
4 змНс 37
ВЮПМЮФЯзЃК 38
|