旋转块数控加工工艺及编程(含CAD零件图)
来源:56doc.com 资料编号:5D17724 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D17724
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
旋转块数控加工工艺及编程(含CAD零件图)(论文说明书8900字,CAD图纸2张,工艺卡,工序卡)
摘 要
本篇毕业设计主要有数控机床和编程的介绍,对旋转块零件的工艺性分析工艺参数的选择刀具的选择,零件的程序的手工编制,程序的仿真。
文章的主要内容为零件的工艺分析,工艺路线的制定,各工序的切削力及切削工时的计算以及零件的手工程序的编制和各主要工序的程序清单。在零件的手工编程中用到了G02/G03圆弧插补指令;G81钻孔;M98调用子程序指令。
关键词:旋转块,手工编程,圆弧插补指令,钻孔,子程序
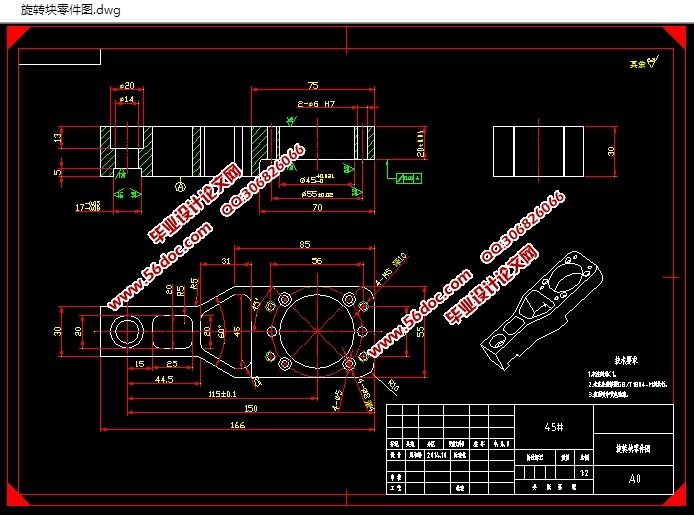
旋转盖零件的工艺分析
由零件图可知,该零件为板材类零件,材料为45#钢。
旋转块的所以加工工序里,需要洗削的部分占据了绝大部分,在数控铣床上面加工,使工件更能够达到需要的精度,满足工艺的需要。旋转块零件在机械设备中,有着很重要的地位,需要它的材料的力学性能达到要求,增加它的耐磨行和抗击打能力,综合考虑,我们任务选择45#钢是比较合适的。45#高是中碳钢,有着很好的综合力学性能,通过热处理,可以达到使用效果,所以在这里,我们选择45#钢作为基座零件的材料。
目 录
第一章 绪论 5
1.1 数控机床的组成 6
第二章 数控加工工艺设计 7
2.1 旋转块零件的工艺分析 8
2.2 刀具、量具的选择 9
2.3确定毛坯的制作形式 10
2.4 编制加工工艺 10
2.5工艺规程的设计 11
2.6确定切削用量及基本工时 11
2.6.1铣削上平面和下平面 11
2.6.2铣削外轮廊 12
2.6.3铣槽深5mm,宽17mm,长度30mm 12
2.6.4铣中间靠左边缺口长31mm,宽45mm,并倒四周圆角R5 12
2.6.5铣中间缺口长25mm,宽20mm,并倒四周圆角R5 12
2.6.6铣削深 10mm长70mm宽55mm的凹台 12
2.6.7铣∮20深13,∮14至下端面孔 12
2.6.8铣∮45孔 12
2.6.9钻孔4-φ8深4,4-φ5,2-φ6通孔 12
2.6.10钻、攻4-M5,深10螺纹孔 12
第三章 工件的手动编程 12
3.1 数控编程的定义及分类 14
3.1.1数控编程的定义 17
3.1.2数控编程的分类 19
3.1.3编程方法的选择 20
3.2 编程原点的确定 21
3.3 零件造型及加工 23
3.4 主要加工工序程序清单 24
总结 32
参考文献 33
致谢 34
|
