СЌНгЬзЪ§ПиМгЙЄЙЄвеМАБрГЬ(КЌCADСуМўЭМ,ЙЄвеПЈ,ЙЄађПЈ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D17726 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D17726
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
СЌНгЬзЪ§ПиМгЙЄЙЄвеМАБрГЬ(КЌCADСуМўЭМ,ЙЄвеПЈ,ЙЄађПЈ)(ТлЮФЫЕУїЪщ7700зж,CADЭМжН2еХ,ЙЄвеПЈ,ЙЄађПЈ)
еЊ вЊ
БОЮФжївЊбаОПСЫСЌНгЬзЕФзїгУвдМАЙЄвеБржЦМАБрГЬЁЃЪзЯШЗжЮіСЫСЌНгЬзЭВСуМўЕФЙЄвеЃЌВЂШЗЖЈжЦдьПеАзБэИёЃЌШЛКѓЗЂеЙСЌНгЬзЭВСуМўЕФЙЄвеЩшМЦЃЌдйШЗЖЈМгЙЄгрСПгыУЋХїГпДчЃЌУЋХїЭМЕФЩшМЦ ЃЌНјааЙЄађЩшМЦЃЌзюжеНјааБрГЬЁЃ
СЌНгЬзСуМўЕФМгЙЄЪЧЭЈЙ§Ъ§ПиЛњДВНјааМгЙЄЕФЃЌЪ§ПиММЪѕЪЧЯждкЕФЛњДВЕФЗЂеЙЧїЪЦЃЌНЕЕЭСЫШЫУЧЕФРЭЖЏГЬЖШЃЌЬсИпСЫЙЄзїаЇТЪЃЌЯждкИїЙњЖМЗЧГЃзЂжиЪ§ПиММЪѕЕФгІгУЃЌВЂВЛЖЯЗЂеЙЃЌвдШЁЕУИќИпЕФРЭЖЏаЇТЪЁЃ
ЙиМќДЪЃК СЌНгЬзЃЌ БрГЬЃЌ УЋХїГпДчЃЌ ЙЄађЃЌ Ъ§ПиЛњДВ
2.1СЌНгЬзСуМўЕФЗжЮі
гЩСуМўЭМПЩжЊЃЌИУСуМўЮЊЖЭдьСуМўЃЌВЩгУФЃЖЭКѓЃЌОЙ§ЮдЪНДјОтДВЯТСЯКѓНјааЪ§ПиЛњДВМгЙЄЃЌШЛКѓЭЈЙ§ялДВХфКЯЖдгІЕФМаОпялПзЃЌзюКѓдквЁБлзъДВХфКЯЖдгІЕФзъПзМаОпзъЁЂЙЅСЌНгЬзЩЯУцЕФИїТнЮЦПзЃЌзюКѓНјШыЧЏЙЄЙЄађЃЌНјааШЅУЋДЬЙЄађЃЌзюКѓНјааЕчЖЦКЭМьбщШыПтЙЄађЁЃ
2.2ЕЖОпЁЂСПОпЕФбЁдё
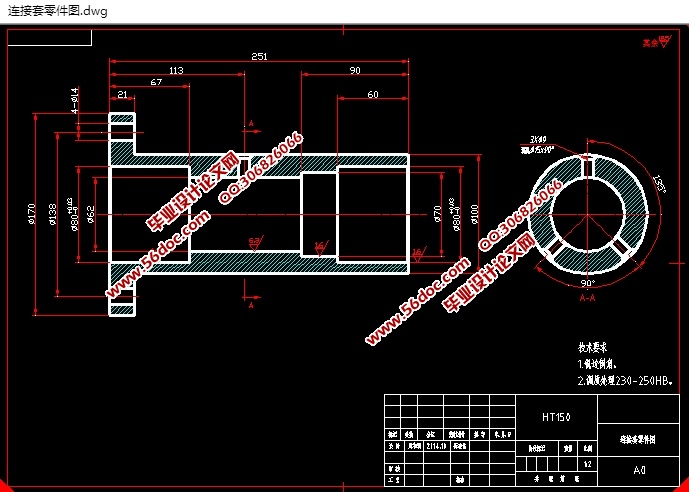
гЩЭМбљЗжЮіЃЌИУЭМбљашвЊГЕЯїЕФТжРЊ,ЮвУЧжБНгбЁдёЭЈЙ§Ш§зІЖЈЮЛПЈХЬМаГжЙЄМўУЋХїЃЌдкЪ§ПиГЕДВЩЯУцжБНгНјааМгЙЄЃЌЮвУЧбЁдёЭтдВГЕЕЖвдМАгЮБъПЈГпзїЮЊЕЖОпКЭВтСПЙЄОпЁЃ ЁЂΦ62mmЁЂΦ70mmПзЃЌЖМЪЧдкялДВЩЯУцНјааялЯїМгЙЄЕФЃЌЦфжа ЕФПзашвЊНјааОЋялЙЄађЁЃЮвУЧбЁдёФкПзялЕЖКЭФкОЖЧЇЗжГпзїЮЊМгЙЄЕЖОпКЭСПОпЁЃ4-Ёг14ПзЮвУЧВЩгУЗжЖШзъПзМаОпЃЌЭЈЙ§Ёг13.8ТщЛЈзъЭЗзъПзЃЌВЂгУЁг14РЉПззъНјааРЉПзЁЃ3-Φ9жБПзЮвУЧВЩгУвЁБлзъДВЩЯУцЭЈЙ§Φ9ТщЛЈзъЭЗжБНгзъЯїМгЙЄЃЌЁг15Щю9ГСПзЮвУЧбЁдёЁг13.8зъЭЗЯШзъШЛКѓгУЁг15РЉПззъМгЙЄЃЌЮвУЧбЁдёгЮБъПЈГпЃЌгЮБъЩюЖШГпРДВтСПЁЃ
2.3ШЗЖЈУЋХїЕФжЦзїаЮЪН
УЋХїбЁдёгІПМТЧЕФвђЫиЃК
ЃЈ1ЃЉСуМўЕФСІбЇадФм ЯрЭЌЕФВФСЯВЩгУВЛЭЌЕФУЋХїжЦдьаЮЪНЃЌЦфСІбЇадФмгаЫљВЛЭЌЁЃж§МўЕФЧПЖШЁЃбЙСІННзЂКЭбЙСІННзЂЕФж§МўЃЌН№ЪєаЭННзЂЕФж§МўЃЌЩАаЭННзЂЕФж§МўвРДЮЕнМѕЃЛИжжЪСуМўЕФж§дьУЋХїЃЌЦфСІбЇадФмИпгкИжжЪАєСЯКЭж§ИжМўЁЃ
( 2) СуМўЕФНсЙЙаЮзДКЭЭтаЮТжРЊ аЮзДИДдгЁЂСІбЇадФмвЊЧѓВЛИпПЩВЩгУЖЭИжМўЁЃаЮзДИДдгКЭБкБЁЕФУЋХїВЛвЫВЩгУН№ЪєаЭЖЭдьЁЃГпДчНЯДѓЕФУЋХїЃЌВЛвЫВЩгУФЃЖЭЁЂбЙж§КЭОЋж§ЃЌЖрВЩгУЩАаЭж§дьКЭздгЩЖЭдьЁЃЭтаЮИДдгНЯаЁЕФСуМўвЫВЩгУОЋУмЕФЖЭдьЗНЪНЃЌвдУтЛњаЕМгЙЄЁЃЦфжБОЖЯрВюВЛДѓЕФНзЬнжсвЫВЩгУАєСЯЃЌЯрВюНЯДѓЪБвЫВЩгУЖЭМўЁЃ
ЃЈ3ЃЉЩњВњИйСьКЭЩњВњХњСП ЩњВњИйСьДѓЪБвЫВЩгУИпОЋЖШгыИпЩњВњТЪЕФУЋХїжЦдьЗНЪНЃЌЩњВњИйСьаЁЪБЃЌвЫВЩгУЩшБИЭЖзЪаЁЕФУЋХїжЦдьЗНЗЈЁЃ
ЃЈ4ЃЉЯжГЁЩњВњЬѕМўКЭЗЂеЙ гІОЙ§ММЪѕОМУЗжЮіКЭТлжЄЁЃ
ИУСуМўЕФВФСЯЮЊHT150ЃЌПМТЧЕНСуМўЕФаЮЪНМАНсЙЙНЯЮЊМђЕЅЃЌЫљЪмЕФГхЛїСІВЛДѓЃЌЧвЪЧДѓХњЩњВњЃЌИљОнЁЖЛњаЕжЦдьЙЄвеЩшМЦМђУїЪжВсЁЗБэ1.3—1ЃЌбЁдёЖЭдьжаЕФШШЖЭЁЃЦфЧПЖШ =160MPaЃЌгВЖШЮЊ180—210HBSЁЃ

ФП ТМ
еЊ вЊ 2
1аїТл 4
2МгЙЄКЭЪ§ПиЙЄвежЊЪЖ 8
2.1 СЌНгЬзСуМўЗжЮі 9
2.2 ЕЖОпЁЂСПОпЕФбЁдё 10
2.3 ШЗЖЈУЋХїЕФжЦзїЗНЪН 11
2.4 БржЦМгЙЄЙЄве 14
2.5 ЙЄвеЙцГЬЕФЩшМЦ 15
2.6 ШЗЖЈЧаЯїКЭЛљБОЙЄЪБСП 16
2.6.1МаГжзѓЖЫУцЃЌДжГЕгвЖЫУцЁЂДжГЕЬЈНзУцжСГпДч 17
2.6.2ЕєЭЗзАМаЃЌДжГЕзѓЖЫУцЃЌДжГЕЬЈНзУцжСГпДч 18
2.6.3ДжялЁЂАыОЋялΦ80mmЁЂΦ62mmЁЂΦ70mmФкПз 19
2.6.4ОЋялСНЖЫФкПз mmжСГпДч 20
2.6.5зъ4-Φ14Пз 22
2.6.6зъ3-Φ9ЃЌЁг15Щю9ГСПз 23
3ЙЄМўЕФЪжЖЏБрГЬ 25
3.1 Ъ§ПиБрГЬЕФЖЈвхМАЗжРр 25
3.1.1Ъ§ПиБрГЬЕФЖЈвх 26
3.1.2Ъ§ПиБрГЬЕФЗжРр 27
3.1.3БрГЬЗНЗЈЕФбЁдё 27
3.2 БрГЬдЕуЕФШЗЖЈ 27
3.3 СуМўдьаЭМАМгЙЄ 27
3.4 жївЊМгЙЄЙЄађГЬађЧхЕЅ 27
жТ аЛ 29
ВЮПМЮФЯз 30
зм Нс 31
|
