数控零件的加工(西门子数控铣床)(含立体图附答辩记录)
来源:56doc.com 资料编号:5D2135 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2135
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展,提高综合国力和国家地位的重要途径。数控加工工艺设计的主要任务是制订加工工艺规程,也是数控机床加工前的准备工作。工艺规程是规定零件、走刀路线、刀具尺寸以及机床的运动过程。因此,是编程人员对数控机床的性能、制造工艺过程和操作方法具有指导性的工艺文件。数控机床加工的程序是数控机床的指令性文件。数控机床加工程序不仅要包括零件的工艺过程,而且还要包括切削用量的选择、运动方式、刀具系统、切削规范以及工件的装夹方法。工艺规程定得合理与否,对程序编制、机床的加工效率和零件的加工精度都有重要影响。因此,应遵循一般的工艺原则并结合数控机床的特点认真而详细地制订数控加工工艺。本设计结合一具体零件进行了零件图分析,加工设备、刀具、工装的选择,切削速度、进给量、背吃刀量等参数的选择,制订了零件的数控加工工艺;根据所选择机床的指令系统编写了零件的加工程序。
关键词:数控机床,加工工艺,数控编程
数控铣床是机械和电子技术相结合的产物,它的机械结构随着电子控制技术在铣床的普及应用,以及对铣床性能提出的技术要求,而逐步发展变化。从数控铣床发展史看,早期的数控铣床是对普通铣床的进给系统进行革新、改造,而后发展成一种全新的加工设备。1952年,美国研制的世界第一台三坐标数控铣床,其特点是用三个数控伺服系统代替了传统的机械进给系统。早期的数控铣床同普通铣床相比,除进给系统是数控伺服系统外,外型和结构基本相同。我国现生产的经济型数控铣床,就属于这种类型,因为这些产品是在普通铣床的在总体结构基础上经局部改进而发展来的。
数控铣床的机械结构,除铣床基础部件外,由下列个部分组成:主传动系统;进给系统;实现工件回转、定位装置和附件;实现某些部件动作和辅助功能的系统和装置,如液压、气动、润滑、冷却等系统和排屑、防护等装置;刀架或自动换刀装置;自动托盘交换装置;特殊功能装置;为完成自动化控制功能的各种反馈信号装置及元件。可以通过程序控制机床的运行。即使是一些加工前的设定调整操作,也可以通过操作面板上各类相应的按钮、开关方便的进行。数控铣床主轴从结构上讲,可以实现铣、钻、镗等各类不同工艺内容的加工,因此行业内几乎以数控铣床涵盖了数控数控钻床和数控镗床。机械加工中,较少有单一的应用于钻削或镗削的数控钻床或数控镗床。
铣床基础件称为铣床大件,通常是指床身、底座、立柱、横梁、滑座、工作台等。它是整台铣床的基础和框架。铣床的其他零部件,或者固定在基础件上,或者工作时在它的导轨上运动,其他机械结构的组成则按铣床的功能需要选用。

目 录
摘要 III
1 西门子802S/C数控铣床的简介 4
1.1 数控铣床的机械结构组成 4
1.2 编程的基本原理 4
2 数控加工工序的设计 7
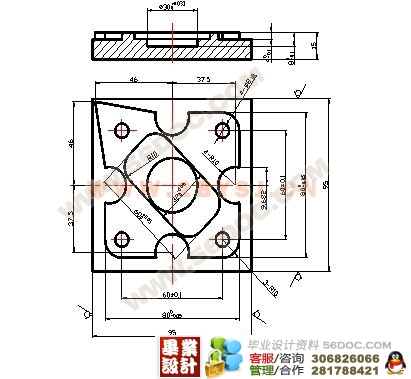
2.1 加工零件的实物图 7
2.2 确定定位基准与加紧方案 8
2.3 夹具的选择 8
2.4 刀具材料的选择 8
2.5 切削用量的选择 9
3 零件编程与加工 11
3.1 数控编程任务书 12
3.2 零件的数控加工工艺分析 12
3.3 数控加工工艺过程 13
3.4 选择合理的走刀路线 15
3.5 数控加工工序过程 16
3.6 刀具的选择 17
3.7 工件的安装和零点设置 18
3.8 零件程序的编制 19
总结 23
致 谢 24
文件参考 25
|
