C618数控车床的主传动系统设计
来源:56doc.com 资料编号:5D2445 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2445
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
近年来我国企业的数控机床占有率逐年上升,在大中企业已有较多的使用,在中小企业甚至个体企业中也普遍开始使用。在这些数控机床中,除少量机床以FMS模式集成使用外,大都处于单机运行状态,并且相当部分处于使用效率不高,管理方式落后的状态。 2001年,我国机床工业产值已进入世界第5名,机床消费额在世界排名上升到第3位,达47.39亿美元,仅次于美国的53.67亿美元,消费额比上一年增长25%。但由于国产数控机床不能满足市场的需求,使我国机床的进口额呈逐年上升态势,2001年进口机床跃升至世界第2位,达24.06亿美元,比上年增长27.3%。 近年来我国出口额增幅较大的数控机床有数控车床、数控磨床、数控特种加工机床、数控剪板机、数控成形折弯机、数控压铸机等,普通机床有钻床、锯床、插床、拉床、组合机床、液压压力机、木工机床等。出口的数控机床品种以中低档为主。
一 车床的数控改造
(一)、数控机床工作原理及组成
1. 数控机床工作原理:
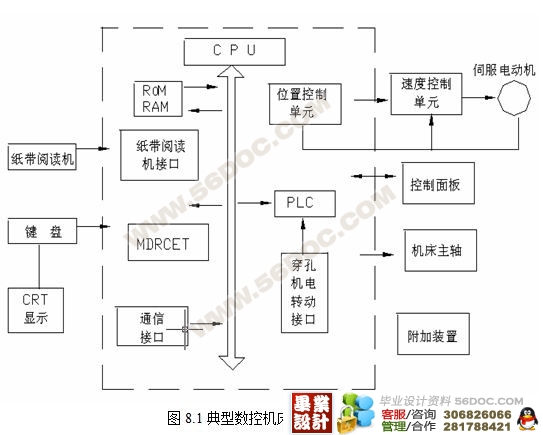
数控机床加工零件时,首先应编制零件的加工程序,这是数控机床的工作指令。将加工程序输入到数控装置,再由数控装置控制机床主运动的变化、起停,进给运动的方向、速度和位移量以及其它如刀具选择交换、工件夹紧松开和冷却润滑的开、关等动作,使刀具与工件及其它辅助装置严格的按照加工程序规定的顺序、轨迹和参数进行工作,从而加工出符合要求的零件。
2.数控机床的组成:
数控机床主要由控制介质、数控装置、伺服系统和机床本体等四部分组成(二)、设计内容及任务
普通车床(C618)的数控改造设计内容包括:总体方案的确定和验证、机械改造部分的设计计算(包括纵向、横向进给系统的设计与计算)、主运动自动变速原理及改造后的机床传动系统图的设计、机床调速电动机控制电路的设计、电磁离合器的设计计算。。
本设计任务是对C618卧式车床进行数控化改造,实现微机对车床的数控化控制。利用微机对车床的纵向、横向进给系统进行数字控制,并要达到纵向最小运动单位为0.01 /脉冲,横向最小运动单位0.005 /脉冲,主运动要实现自动变速,刀架要改造成自动控制的自动转位刀架,要能自动的切削螺纹。
(三)、数控部分的设计改造
1、数控系统运动方式的确定
数控系统按其运动轨迹可分为:点位控制系统、连续控制系统。点位控制系统只要求控制刀具从一点移到另外一点的位置,而对于运动轨迹原则上不加控制。连续控制系统能对两个或两个以上坐标方向的位移进行严格的不间断的控制。由于C618车床要加工复杂轮廓零件,所以本微机数控系统采用连续控制系统。
2、伺服进给系统的设计改造
数控机床的伺服进给系统按有无位置检测和反馈可分为开环伺服系统、半闭环伺服系统、闭环伺服系统。
闭环控制方案的优点是可以达到和好的机床精度,能补偿机械传动系统中的各种误差,消除间隙、干扰等对加工精度的影响。但他结构复杂、技术难度大、调式和维修困难、造价高。
半闭环控制系统由于调速范围宽,过载能力强,又采用反馈控制,因此性能远优于以步进电动机驱动的开环控制系统。但是,采用半闭环控制其调式比开环要复杂,设计上也要有其自身的特点,技术难度较大。
开环控制系统中没有位置控制器及反馈线路,因此开环系统的精度较差,但其结构简单,易于调整,所以常用于精度要求不高的场合。
经过上序比较,由于所改造的C618车床的目标加工精度要求不高,所以决定采用开环控制系统。
3、数控系统的硬件电路设计
数控系统都是由硬件和软件两部分组成,硬件是控制系统的基础,性能的好坏直接影响整体数控系统的工作性能。
数控装置的设计方案通常有:
可以全部自己设计制作
可以采用单板机或STD模块或工控机改制
可以选用现成的数控装置作少量的适应化改动
在普通机床的经济型数控改造中,由于第一种设计周期较长且不经济,同时质量也难于保证。第二种则更加不经济。所以不课程设计将采取第三钟方案。
(四)、机械改造部分的设计
1、主传动部分的改造设计
将原机床的主轴电动机换成变频调速电动机,无级调速部分由变频器控制。将原机床的主轴手动变速换成有电磁离合器控制的主轴变速机构。改造后使其主运动和进给运动分离,主轴电动机的作用只是带动主轴旋转。
2、进给机构的改造
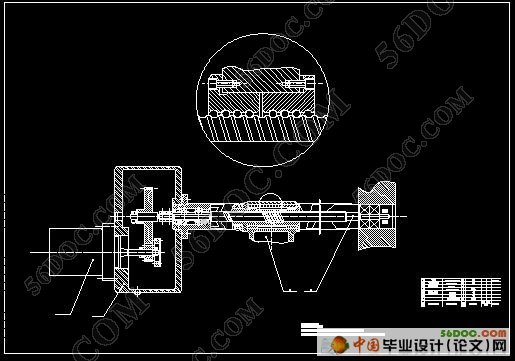
将原机床的挂轮机构、进给箱、溜板箱、滑动丝杠、光杠等全部拆除。纵向、横向进给以步进电动机作为驱动元件经一级齿轮减速后,由滚珠丝杠传动。
3、其它部件的改造
刀架部分:拆除原手动刀架和小拖板,安装由微机控制的四工位电动机刀架,该刀架具有重复定位精度高、刚性好、使用寿命长、工艺性好等优点。
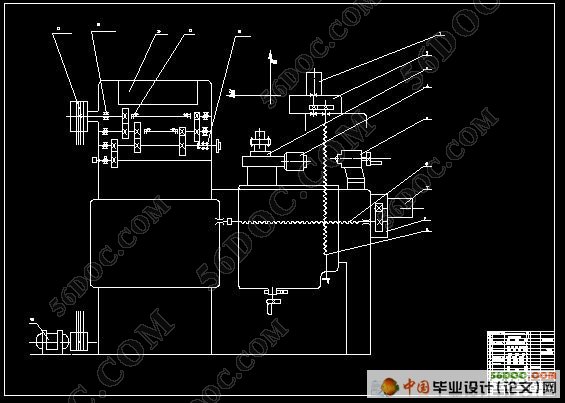
经总体设计方案的论证后,确定的C618的车床经济型数控改造的总体方案示意图如图所显:C618车床的主轴转速部分采用了变频调速交流异步电机,有级变速部分采用电磁离合器控制机构;车床的纵向和横向进给运动采用步进电机驱动,经步进电机驱动,齿轮减速后带动滚珠丝杠转动,从而实现纵向、横向进给运动;刀架改成由微机控制,经电机驱动的自动转位刀架。为保持切削螺纹的功能,需安装主轴脉冲发生器。


|