÷αΧΉάύΝψΦΰΒΡΦ”ΙΛΙΛ“’ΦΑ…ηΦΤ(Κ§CADΆΦ,UG»ΐΈ§ΆΦ,≥Χ–ρ)(¬έΈΡΥΒΟς ι11000Ή÷,CADΆΦ2’≈,UG»ΐΈ§ΆΦ,≥Χ–ρ)
’Σ “Σ
ΥφΉ≈ΩΤΦΦΒΡΫχ≤ΫΘ§ ΐΩΊΦ”ΙΛΦΦ θ‘Ύ÷Τ‘λ––“Β÷–‘Υ”Ο“≤‘Ϋά¥‘ΫΙψΖΚΝΥΓΘ±Ψ¥Έ…ηΦΤ÷ς“Σ «Ά®ΙΐΕ‘ ΐΩΊΦ”ΙΛΒΡΧΊΒψΘ§Ε‘Φ”ΙΛΝψΦΰΒΡΆβ–ΈΫχ––ΙΛ“’Ζ÷ΈωΘ§―Γ‘ώΚœάμΒΡΦ”ΙΛΖΫΖ®…ηΦΤ≥ωΝψΦΰΒΡΦ”ΙΛΙΛ“’Ιΐ≥ΧΘ§Χεœ÷≥ω ΐΩΊΦ”ΙΛΒΡΗΏ–߬ ΓΔΗΏΨΪΕ»ΓΔΒΆ≥…±ΨΓΔΗΏ÷ ΝΩΒΡΧΊΒψΓΘ…ηΦΤΥΒΟς ιΆ®ΙΐΦ”ΙΛΒΡΝψΦΰ“‘ ΐΩΊΜζ¥≤Φ”ΙΛΈΣΜυ¥ΓΘ§Ά®ΙΐΦ”ΙΛΝψΦΰΒΡ≤ΡΝœΓΔΆβ–Έ¬÷άΣΓΔΦ”ΙΛΨΪΕ»Β»―Γ‘ώΚœάμΒΡ ΐΩΊΦ”ΙΛΜζ¥≤ΓΘ»ΖΕ®ΚœάμΒΡΦ”ΙΛΖΫΑΗΘ§ΚœάμΒΡΑ≤≈≈Φ”ΙΛΥ≥–ρΘ§―Γ‘ώΚœ ΒΡΦ”ΙΛΒΕΨΏΓΔΦ–ΨΏΒΡ―Γ‘ώΚΆ«–œςΝΩΒΡ»ΖΕ®Θ§Ά®ΙΐUG±ύ≥ΧΡΘΩιΕ‘ΝψΦΰΫχ––ΝψΦΰΒΡ±ύ≥ΧΓΘ‘Ύ±ύ≥ΧΙΐ≥Χ÷–Θ§Ζ¥Η¥ΒΡΕ‘ΒΕ¬ΖΫχ––ΚΆ«–œςΝΩΫχ––ΚœάμΒΡ…η÷ΟΘ§Ά®ΙΐΦ”ΙΛΖ¬’φΫχ––»Ζ»œΓΘΗυΨί»ΈΈώ ι±ύ–¥ΥΒΟς ιΘ§ΫΪ…ηΦΤΦ”ΙΛΝψΦΰΒΡ ΐΨίΫχ––ΚΥΕ‘ΦΤΥψ‘ΌΫχ––Ζ÷ΈωΘ§≤Δ‘ΎΥΒΟς ι…œ–¥≥ωΦ”ΙΛΙΐ≥Χ÷–ΒΡ÷ς“Σ ¬œνΓΘ
ΙΊΦϋ¥ ΘΚΙΛ“’Ζ÷ΈωΘ§ ΐΩΊΦ”ΙΛΘ§«–œς”ΟΝΩΘ§UGΓΘ
Abstract
With the progress of science and technology, the application of NC machining technology in manufacturing industry is more and more extensive. This design is mainly based on the characteristics of NC machining, process analysis of the shape of processing parts, select reasonable processing methods to design the processing process of parts, reflecting the characteristics of high efficiency, high precision, low cost and high quality of NC machining. According to the design specification, the parts processed are based on the CNC machine tool, and the reasonable CNC machine tool is selected through the material, contour and processing precision of the parts. Determine the reasonable processing scheme, reasonable arrangement of processing sequence, select the appropriate cutting tool, fixture selection and cutting amount determination, through the UG programming module for parts programming. In the process of programming, the tool path and cutting amount are set repeatedly and confirmed by machining simulation. According to the task book, write the instruction, check and calculate the data of the designed and processed parts, and then analyze them, and write out the main items in the process of processing in the manual.
Key words: process analysis, NC machining, cutting parameters, UG.
3.1ΟΪ≈ςΒΡ―Γ‘ώ
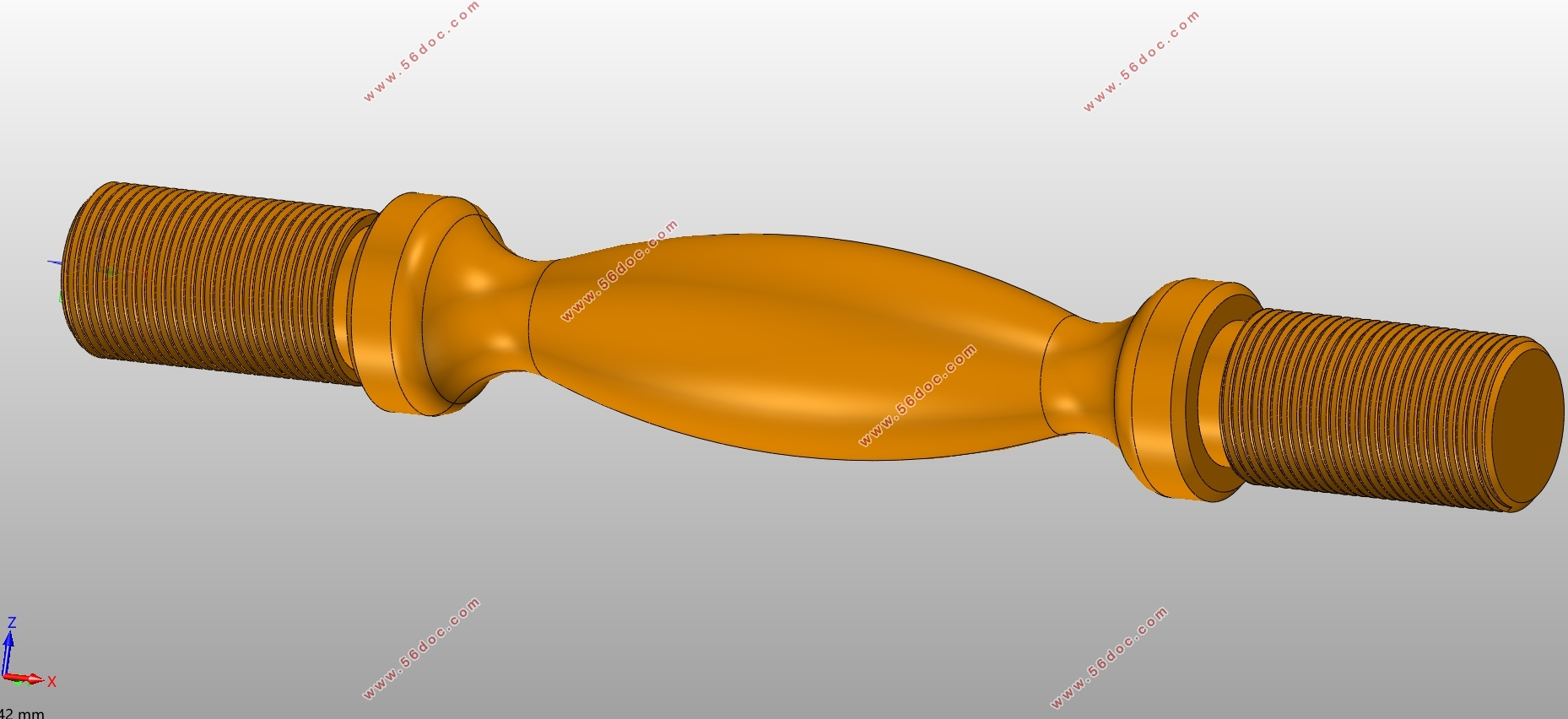
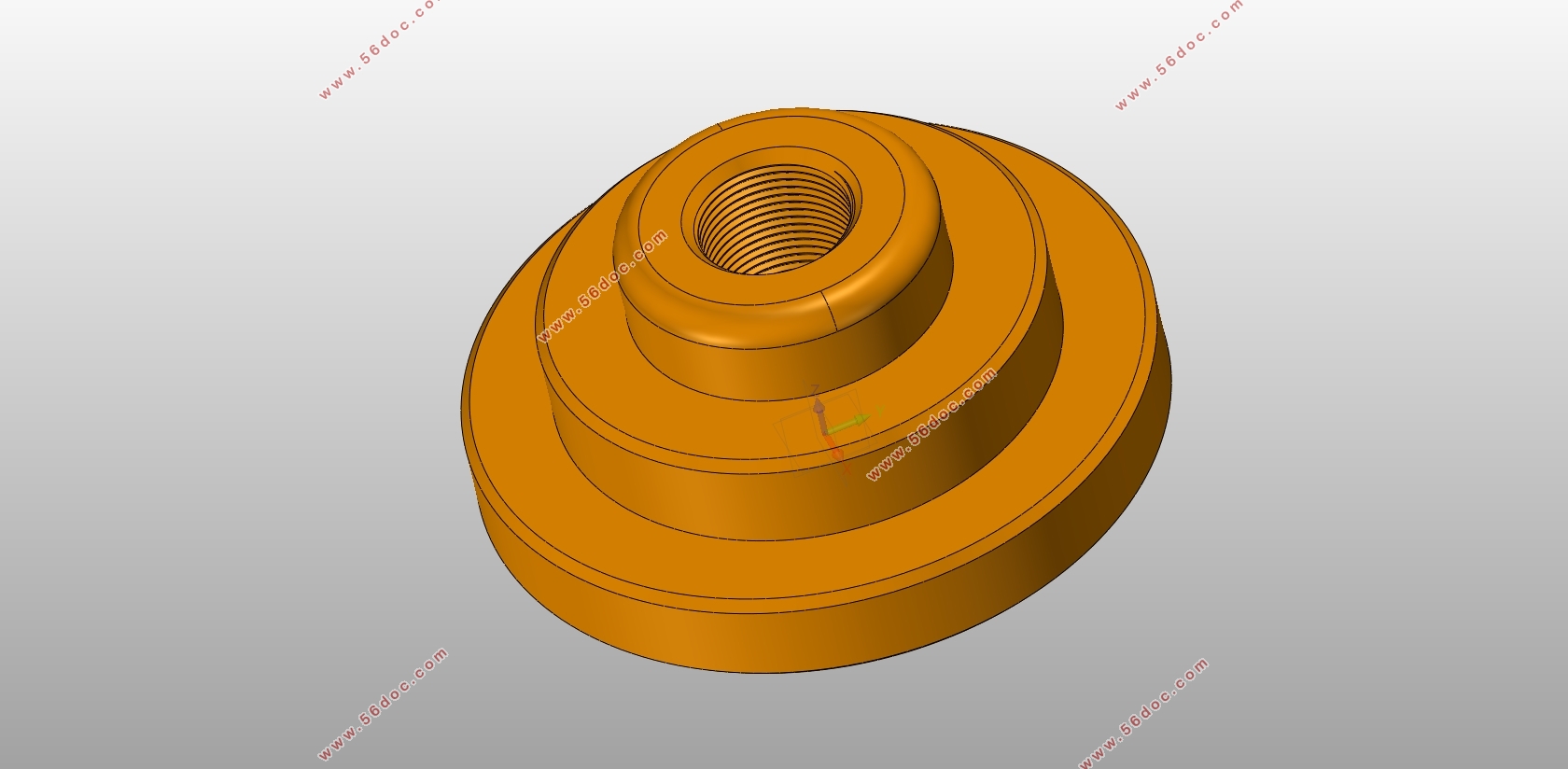
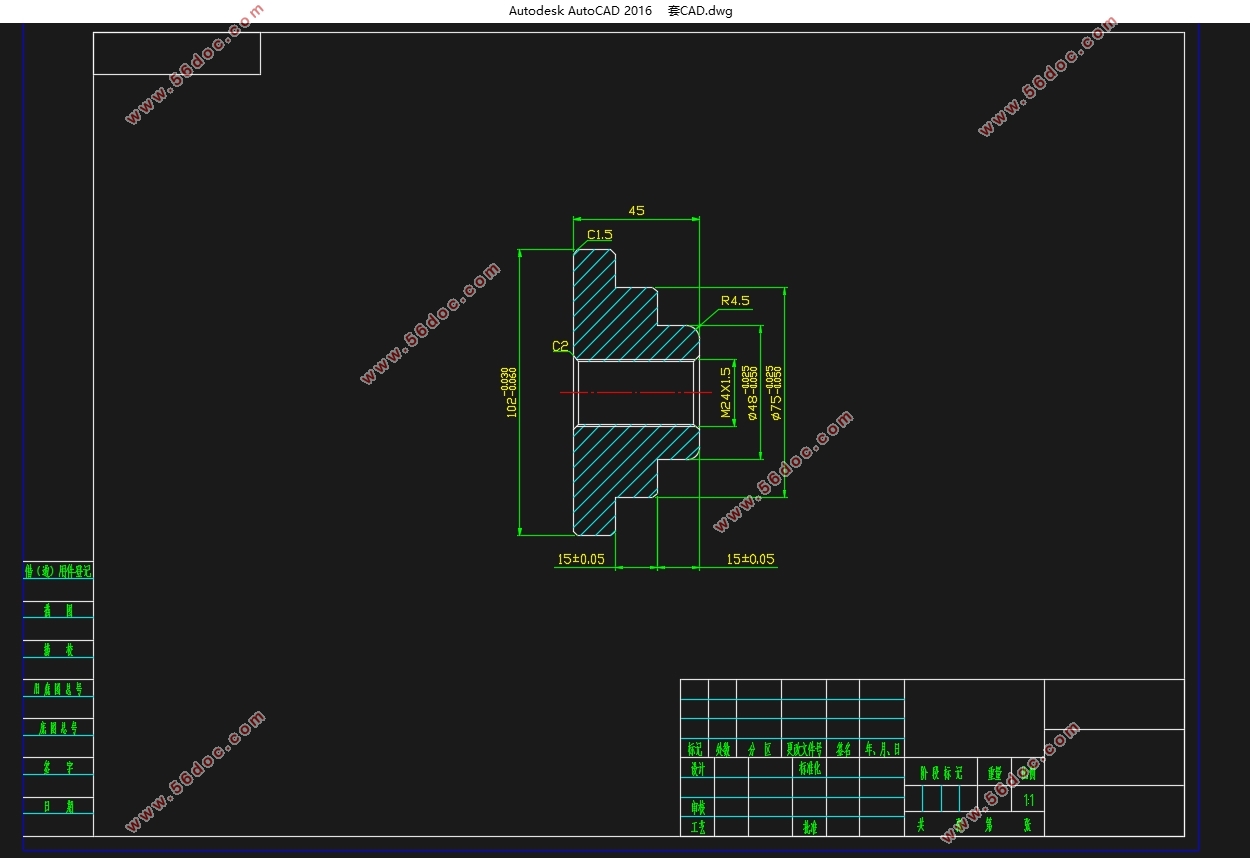
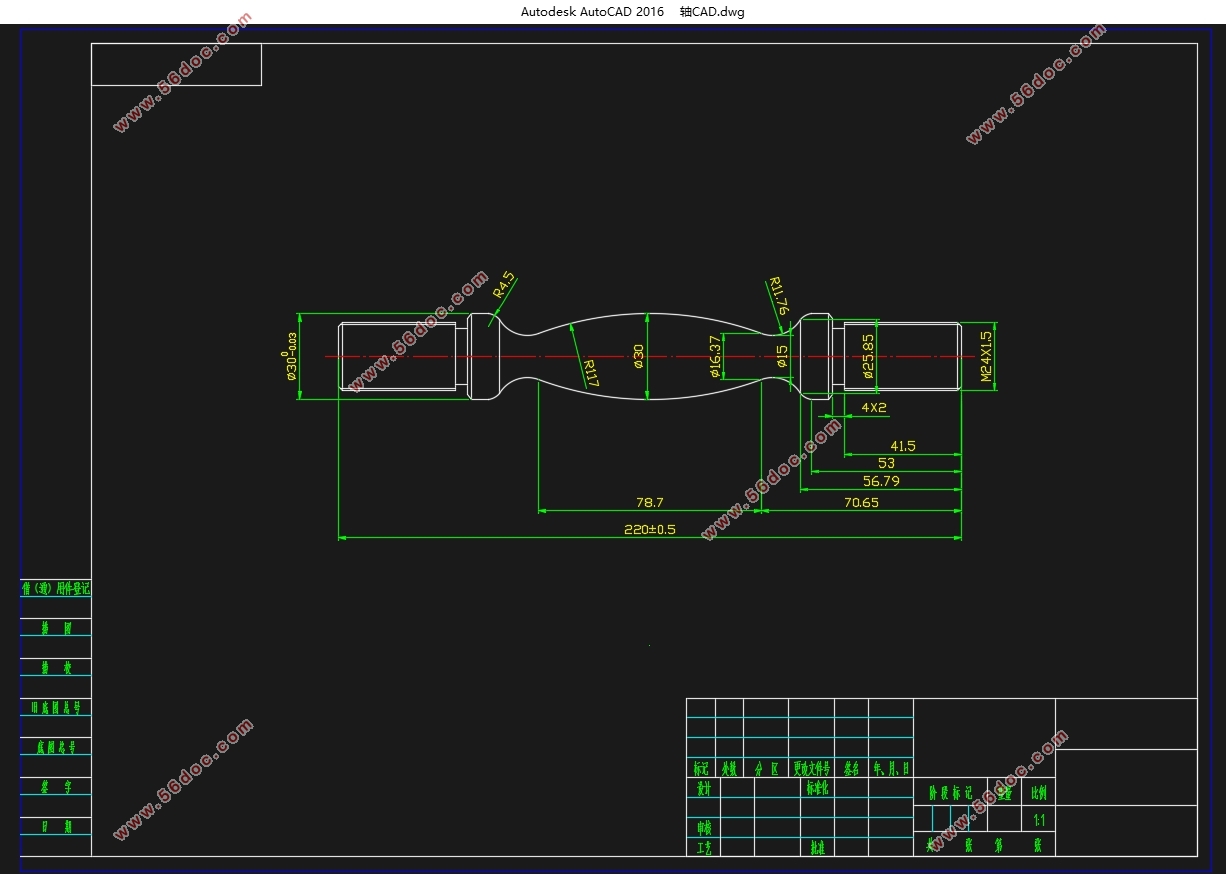
ΗΟΉιΚœΦΰΈΣ÷αάύΝψΦΰΘ§Ι ΤδΟΪ≈ς―Γ‘ώΈΣΑτΝœΘ§ΟΪ≈ς≤ΡΝœΈΣ45Η÷Θ§ΗυΨίΝψΦΰΒΡ–ΈΉ¥―Γ‘ώΟΪ≈ςΘΚ÷αάύ≥Ώ¥γΈΣφ40x225mmΒΡ‘≤ΑτΝœΘΜΧΉάύ≥Ώ¥γΈΣφ105x50mmΒΡ‘≤ΑτΝœΓΘ
3.2Ε®ΈΜΜυΉΦΒΡ―Γ‘ώ
‘Ύ ΐΩΊΜζ¥≤Φ”ΙΛΙΐ≥Χ÷–“Σ «ΟΜ”–Ά≥“ΜΒΡΕ®ΈΜΜυΉΦΘ§‘ΎΫχ––Εΰ¥ΈΉΑΦ–Φ”ΙΛ ±Μα‘λ≥…ΝψΦΰΒΡΈΜ÷ΟΚΆ≥Ώ¥γΒΡΤΪ≤νΓΘ±Ί–κ‘ΎΝψΦΰ…œ―Γ‘ώΚœ ΒΡΫαΙΙΉςΈΣΕ®ΈΜΜυΉΦΘ§±ΊΩ…“‘ Ι”ΟΙΛ“’ΫαΙΙΓΔΨΪΦ”ΙΛ±μΟφΉςΈΣΆ≥“ΜΜυΉΦά¥Φθ…ΌΕΰ¥ΈΦ”ΙΛΒΡΈσ≤νΓΘ
ΔΌ»ΖΕ®ΗΟ÷αάύ¥÷ΜυΉΦΈΣΘΚφ40mmΒΡΟΪ≈ςΆβ‘≤ΘΜΨΪΜυΉΦΈΣΘΚ≥ΒœςΚΟΒΡφ32mmΆβ‘≤ΓΘ
ΔΎ»ΖΕ®ΗΟΧΉάύ¥÷ΜυΉΦΈΣΘΚφ105mmΒΡΟΪ≈ςΆβ‘≤ΘΜΨΪΜυΉΦΈΣΘΚ≥ΒœςΚΟΒΡφ48mmΆβ‘≤ΓΘ
3.3ΉΑΦ–ΖΫ ΫΒΡ―Γ‘ώ
÷ς“ΣΖ÷ΈωΩΦ¬«ΟΪ≈ςΒΡΉΑΦ–Ε®ΈΜΚΆΦ–ΫτΘ§ΉΑΦ–ΒΡΖΫ±ψΚΆΩ…ΩΩ–‘Θ§”–άϊ”ΎΦ”ΙΛΕύΗωΟφ ±ΖΫ±ψΫχ––ΉΑΦ–ΓΘ
Ψ≠Ζ÷ΈωΘ§ΗΟΉιΚœΝψΦΰΒΡΟΪ≈ςΨυΈΣ‘≤ΑτΝœΘ§¥Υ¥ΈΉΑΦ– ±“‘ΟΪ≈ςΆβ¬÷άΣΕ®ΈΜΘ§≤…”Ο»ΐΉΠΩ®≈ΧΫχ––ΉΑΦ–Θ§
ΡΩ ¬Φ
’Σ “Σ 3
Abstract 4
ΒΎ“Μ’¬ –ς ¬έ 1
1.1 ΐΩΊΦ”ΙΛΒΡΦρΫι 1
1.2 ΐΩΊΦ”ΙΛΦΦ θΒΡΖΔ’Ι«ς Τ 1
1.3Έ“Ιζ ΐΩΊΙΛ“ΒΒΡΖΔ’ΙΖΫœρ 1
ΒΎΕΰ’¬ Μυ”ΎUGΒΡ»ΐΈ§‘λ–Ά…ηΦΤ 3
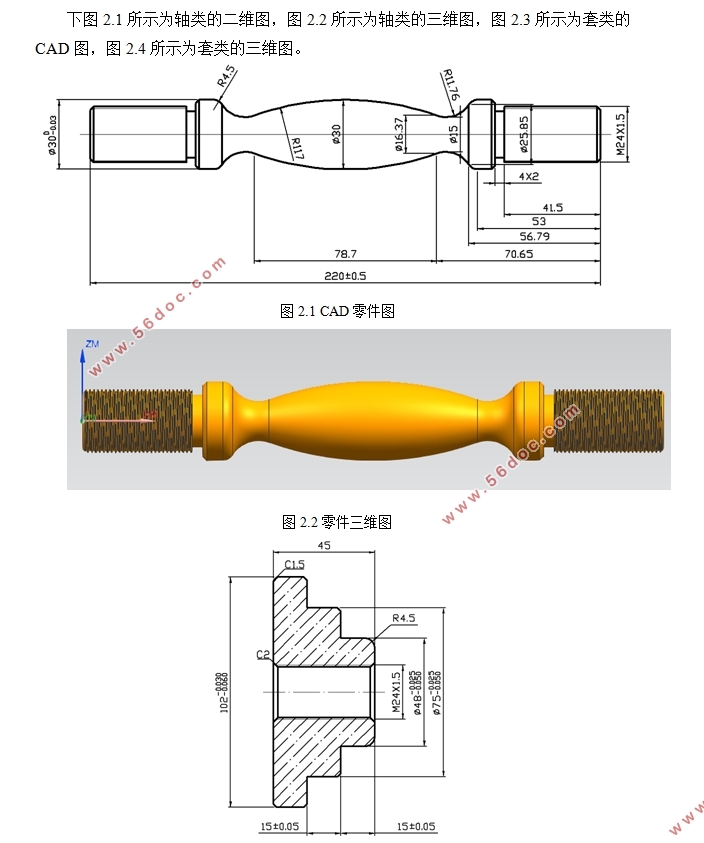
2.1ΝψΦΰCADΫαΙΙ–ΈΉ¥ΆΦ 3
2.2÷αάύΝψΦΰ»ΐΈ§‘λ–Ά…ηΦΤ 4
2.2.1Ϋχ»κ≥θ ΦΫγΟφ 4
2.2.2–¬Ϋ®ΡΘ–Ά 5
2.2.3Μφ÷Τ≤Ϋ÷η 5
2.3ΧΉάύΝψΦΰ»ΐΈ§‘λ–Ά…ηΦΤ 8
2.3.1Ϋχ»κ≥θ ΦΫγΟφ 8
2.3.2–¬Ϋ®ΡΘ–Ά 8
2.3.3Μφ÷Τ≤Ϋ÷η 9
ΒΎ»ΐ’¬ ΝψΦΰΒΡΙΛ“’Ιφ≥Χ…ηΦΤ 12
3.1ΟΪ≈ςΒΡ―Γ‘ώ 12
3.2Ε®ΈΜΜυΉΦΒΡ―Γ‘ώ 12
3.3ΉΑΦ–ΖΫ ΫΒΡ―Γ‘ώ 12
3.4 ΙΛ“’¬ΖœΏΒΡ»ΖΕ® 13
3.5Μζ¥≤ΒΡ―Γ‘ώ 15
3.6ΒΕΨΏΒΡ―Γ‘ώ 15
3.7ά以“ΚΒΡ―Γ‘ώ 17
3.8«–œς”ΟΝΩΒѯûà 17
3.9 ΐΩΊΦ”ΙΛΙΛ“’ΈΡΦΰ 18
3.9.1÷αάύΝψΦΰ ΐΩΊΦ”ΙΛΙΛ“’ΈΡΦΰ 18
3.9.2ΧΉάύΝψΦΰ ΐΩΊΦ”ΙΛΙΛ“’ΈΡΦΰ 21
ΒΎΥΡ’¬ ΐΩΊ±ύ≥Χ”κΖ¬’φΦ”ΙΛ 23
4.1÷αάύΝψΦΰ±ύ≥Χ”κΖ¬’φ 23
4.1.1Ϋ®ΝΔΉχ±ξœΒ 23
4.1.2¥¥Ϋ®ΒΕΨΏ 24
4.1.3¥¥Ϋ®±ύ≥Χ≤ΌΉς≤Ϋ÷η 24
4.2÷αάύΝψΦΰ±ύ≥Χ”κΖ¬’φ 28
4.2.1Ϋ®ΝΔΉχ±ξœΒ 28
4.2.2¥¥Ϋ®ΒΕΨΏ 29
4.1.3¥¥Ϋ®±ύ≥Χ≤ΌΉς≤Ϋ÷η 29
4.3 Κσ¥Πάμ…ζ≥…≥Χ–ρ 34
Ήή Ϋα 38
≤ΈΩΦΈΡœΉ 39
÷¬ –Μ 40
|
