基于PLC自动化水泥砖制作系统的设计(含流程图,接线图图)
来源:56doc.com 资料编号:5D15204 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D15204
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
基于PLC自动化水泥砖制作系统的设计(含流程图,接线图图)(论文说明书8200字,CAD图纸3张)
摘 要
制砖机通过变频器控制振动频率,生产不同规格密度的砖。本设计是使用PLC控制系统,利用变频器为基础设计自动控制的制砖机,PLC具有良好的操控性和稳定性,利用变频器的高效转速调节生产不同规格的砖,利用组态软件实现现场监控和油泵压力数据监视。
本文利用PLC对自动化水泥砖制作的控制系统进行设计,通过使用PLC,可以大大减少了系统对其它元器件的使用,使系统接线简单、检修维护方便快捷、可靠性提高,增进了系统的先进性。
关键词:制砖机 自动化水泥砖制作 控制系统 PLC
Abstract
This paper is based on the machinery design and machinery PLC principle and the drawing software and related knowledge and theory, by collecting relevant data of sewing PLC machine and reading the related literature books and referring to the sewing machine in the tailor shop, first of all, due uese the main parts institutional model of the sewing machine, secondly use the Solidworks drawing software to conduct the part modeling which was designed well.
This paper use PLC and the conduct assembly design which the PLC parts was built, get the corresponding assembly model, finally conduct movement simulation to the corresponding assembly model.first of all, due ues the main parts institutional model of the sewing machine.
Keywords:sewingmachine, assembly,part modeling,PLC
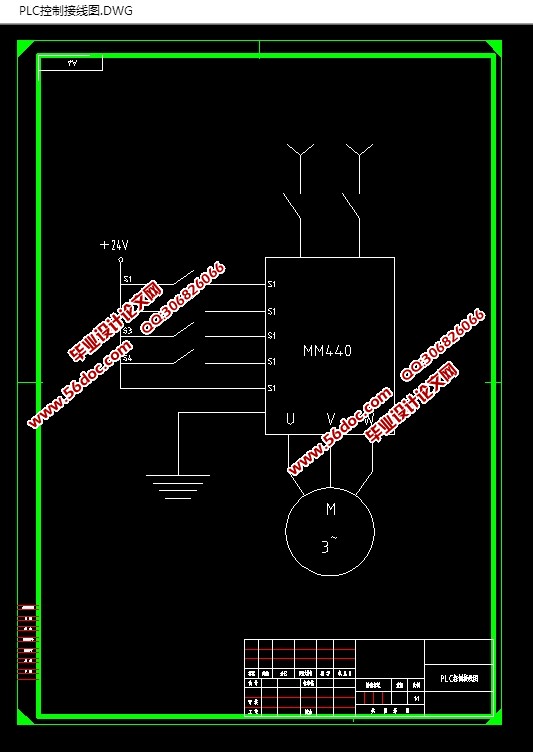
本设计是使用西门子S7-200系列PLC,利用西门子MM440变频器为基础而设计的自动控制的制砖机,PLC具有良好的操控性和稳定性,利用变频器的高效转速调节生产不同规格的砖,利用组态软件实现现场监控和油泵压力数据监视。
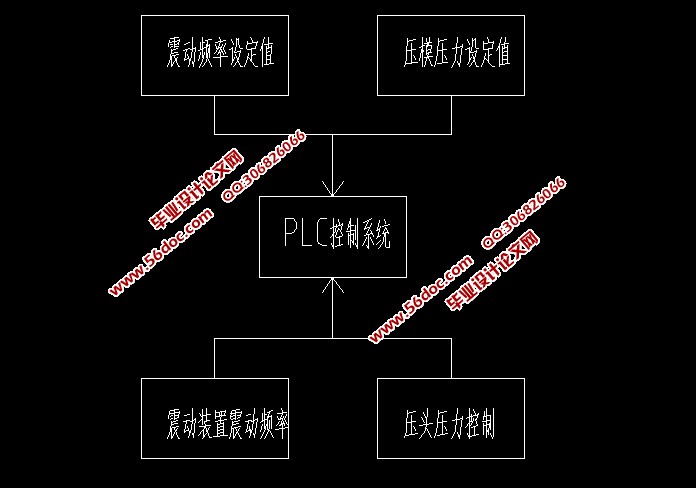
制砖机控制系统控制工作图的实现
自动控制的制砖机系统是利用PLC把传感器采集的相关参数--模拟量转换成数字信号,然后将数字信号与给定值进行比较,通过程序中参数比较处理,输出相应的控制信号进行控制。制砖机中PLC通过压力传感器检测压模的压力并与设定值相比较,如果压模的压力比设定的压力值小,PLC通过控制变频器提高油泵转速来达到增加压头压力的目的。若压头的压力大于设定的压力 变频器降速,减轻压槽的压力大小。制砖机通过震模震动制造出密度不同的砖型,通过变频器变频来控制震模震动频率的快慢
目 录
摘 要 I
目 录 II
1 绪 论 1
1.1 本课题研究的目的、意义 1
1.2 制砖机国内外发展现状 2
2 PLC控制系统简介 3
2.1 PLC的定义 4
2.2 PLC控制的制砖机的组成 5
2.3 PLC的分类 7
2.4 PLC的特点 7
2.5 PLC的控制过程 8
3 基于PLC控制的制砖机的工作过程设计 9
3.1 制砖机控制系统控制工作台的实现 10
3.2 基于PLC控制的制砖机中传感器的选型 11
3.3 基于PLC控制的制砖机中变频器 12
4 基于PLC控制制砖机控制系统的设计 13
4.1 基于PLC控制的制砖机的控制要求及其流程图 13
4.2 设计制砖机自动控制的硬件电路和软件电路 14
4.2.1基于PLC控制的制砖机的硬件设计 15
4.2.2 基于PLC控制的制砖机的软件设计 16
结 论 17
致 谢 18
参考文献 19
|