金属粉末成型液压机PLC设计
来源:56doc.com 资料编号:5D1525 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D1525
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘要:金属粉末成型液压机由主机及控制机构两大部分组成。液压机主机部分包括机身、主缸、顶出缸及充液装置等。 动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成。本文讨论如何用PLC控制动力机构,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。(毕业设计网 )
关键词:主缸、顶出缸、PLC、泵、油缸、液压阀。
金属粉末成型液压机,主要适用以结构件为主的粉末冶金,机械零件的生产,此液压机有独立的液压和电器系统,具有浮动压制,使制品成型密度得到有效控制,保护性脱模和一般性脱模两种脱模方式可供选择,电气控制采用PLC可编程控制器,液压系统采用先进的插装集成阀,保证液压机连续,频繁的稳定工作。配有油液冷却装置。采用按钮集中控制,同时装有机械限位装置,从而保证制品的一致性。
由于继电器接触器控制是采用固定接线的硬件实现逻辑。如果生产任务或生产工艺发生变化,就必须重新设计,改变硬件结构,这样造成时间和资金的浪费。另外,大型控制系统用继电器接触控制,使用继电器数量多,控制系统体积大,耗电多,且继电器触点为机械触点,工作频率低,在频繁动作情况下寿命较短,造成系统故障,系统的可靠性差。而PLC控制能改善继电器控制器上述的不足, PLC是以微处理器为基础,综合了计算机技术、半导体技术、自动控制技术、数字技术和网络通信技术.PLC以其可靠性高、灵活性强、使用方便的优势,迅速占领了工业控制领域。从运动控制到过程控制,PLC可靠性高,抗干扰能力强,通用性强,控制程序可变,使用方便,功能强,适应面广,编程简单,容易掌握;体积小、重量轻、功耗低、维护方便,减少了控制系统的设计及施工的工作量等特点,所以设计时我们采用PLC能集中且较方便地控制.
总体规划
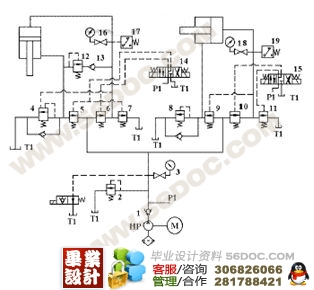
金属粉末成型液压机主要有两大系统组成:一、液压系统;二、电气系统。液压系统由泵、阀、油缸、油箱和管路等组成,借助于电气系统的控制,可驱动滑块及顶出缸活塞完成点动和半自动循环等规定的工艺动作。
本设计主要是电气系统的设计,任务是按照液压系统规定的动作图表驱动电机、选择规定的工作方式,使有关电磁铁在PLC以完成点动和半自动循环指定的工艺动作。
先启动电机,按下SB6,X005置1,辅助继电器M12得电驱动液压阀YA1、YA2、YA 6、YA9动作,滑块回程,放手手动作即停。打开光电保护,按下SB5,X004置1,辅助继电器 M11得电驱动液压阀压YA1、YA4、YA5动作,滑块慢下,放手动作则停止。同理,按下SB7,辅助继电器M13得电驱动液压阀YA1、YA8、YA11动作,顶缸顶出,放手动作即停止。按下SB8,辅助继电器M14得电驱动液压阀YA1、YA7动作,顶缸退回,放手动作即停止。(毕业设计网 )
设计参数
1、公称力 3150kN
2、液体最大工作压力 25MPa
3、回程力 630kN
4、滑块最大行程 800mm
5、最大顶出力 1000kN
6、最大拉下力 630kN
7、最大顶出行程 250mm
8、滑块距工作台面最大距离 ≥1250mm
9、滑块运行速度 空载下行 80mm/s
工作 16mm/s
回程 40mm/s
10、工作台面有效面积(左右X前后) 1250mmX1200mm
11、电动机功率 ~22kW
目录
第一章 引言…………………………………………………………………… 1
第二章 总体规划…………………………………………………………………2
第三章 设计参数……………………………………………………………… 3
第四章 输入设备的选择…………………………………………………………4
第五章 电气柜的选择………………………………………………………… 5
第六章 PLC的设计…………………………………………………………… 6
6.1 PLC的选择………………………………………………………………… 6
6.2现场器件与PLC内部等效继电器地址编号对照表………………………… 6
6.3 工作流程与动作顺序表……………………………………………………… 7
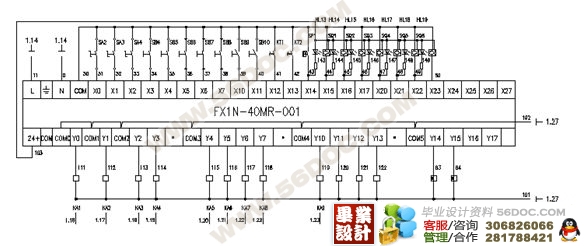
6.4 PLC与现场器件的连接图…………………………………………………… 9
6.5 PLC程序的设计…………………………………………………………… 9
6.6 指令程序…………………………………………………………………… 19
第七章 PLC通信…………………………………………………………… 27
⒎1通信协议…………………………………………………………………… 27
(毕业设计网 )
⒎2利用VB的MSComm控件编程实现PC与PLC 通信……………………… 28
第八章 结论………………………………………………………………… 31
致谢……………………………………………………………………………… 32
参考文献………………………………………………………………………… 33 |
