ЛљгкPLCЕФЪ§ПиЛњДВПижЦЩшМЦ(ИНЬнаЮЭМГЬађ)(ШЮЮёЪщ,ПЊЬтБЈИц,ЭтЮФЗвы,ТлЮФ20000зж)
еЊвЊ
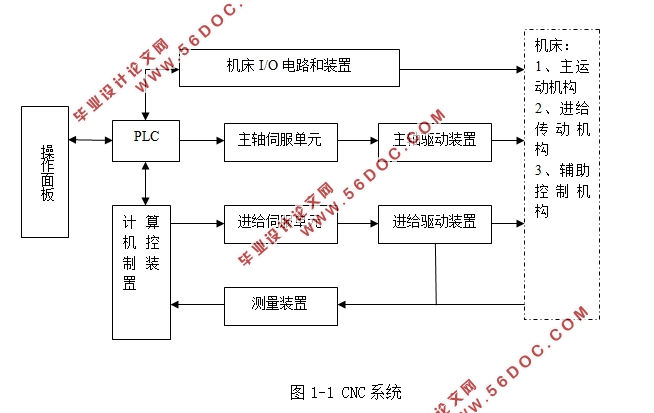
Ъ§ПиЛњДВЪЧЛњЕчвЛЬхЛЏЕФЪ§зжПижЦзАжУЃЌдкЙЄвЕЩњВњжаеМзХМЋДѓЕФБШжиЃЌЖјЧвЪ§ПиЛњДВЕФЯШНјЫЎЦНвВЬхЯжвЛИіЙњМвЕФЙЄвЕЩњВњЫЎЦНЁЃдкдчЦкЕФЪ§ПиЛњДВжаЃЌЪЧРћгУМЬЕчЦїРДЪЕЯжПижЦЁЃЕЋМЬЕчЦїгазХМЋДѓЕФШБЕуЃЌР§ШчЬхЛ§ДѓЁЂЯпТЗЖрЃЌГіЯжЮЪЬтЪБКмФбзіГіИќИФЁЃМЬЕчЦїЪЧвЛжжгВНгЯпЯЕЭГЃЌвЛЕЉГіЯжЮЪЬтЃЌКмФбЮЌаоЃЌвђДЫПЩППадвВВЛИпЃЌгАЯье§ГЃЩњВњЁЃ
ЮЊСЫНтОіМЬЕчЦїПижЦЕФШБЕуЃЌБОЮФВЩгУPLCЖдЪ§ПиЛњДВНјаажиаТЩшМЦЁЃPLCЪЙгУШэНгЯпЕФЗНЪНЖдЪ§ПиЛњДВНјааПижЦЃЌБмПЊСЫМЬЕчЦїгВНгЯпЕФШБЕуЁЃБОЮФЪЙгУСЫЮїУХзгS7-200аЭPLCНјааЪ§ПиЛњДВЕФПижЦЩшМЦЃЌгХЛЏЦфПижЦадФмЁЃжївЊФкШнАќРЈжїжсЁЂНјИјжсЁЂЛЛЕЖКЭНєМБЭЃжЙГЬађЕФЩшМЦЁЃзюКѓРћгУЮїУХзгSTEP7-MICROШэМўБраДСЫЯргІЕФPLCПижЦГЬађЕФЬнаЮЭМЃЌВЂЭЈЙ§ЯрЙиЩшБИНјаадЫааМрПиЃЌЙлВьСЫГЬађЕФдЫааЧщПіЁЃ
БОЮФВЩгУФЃПщЛЏЩшМЦЗНЗЈЁЃНЋвЊЩшМЦЕФЙІФмЗжГЩЛљБОВЮЪ§МьВщФЃПщЁЂжїжсФЃПщЁЂНјИјжсФЃПщЁЂЛЛЕЖФЃПщМАМБЭЃФЃПщЁЃВЛЭЌФЃПщЯрЛЅЖРСЂЃЌетбљШнвзЩшМЦКЭИќИФЁЃдкЛцжЦЬнаЮЭМЪБЃЌГЬађНсЙЙЧхЮњЃЌШнвзЕїЪдЁЃ
ЙиМќДЪЃКPLCЁЂЪ§ПиЛњДВЁЂЬнаЮЭМ
Design of NC Machine Tool Based on PLC Control
ABSTRACT
CNC machine tools are digital control devices combined of mechanical and electrical ,accounted for a great proportion in industrial production ,also reflect a country's industrial production level. the relays are applied to control CNC machine tools in the early age. But the relay has many drawbacks, such as large size, more lines, the accident difficult to make changes. Relay is a hard-wired system, once a problem happened, it is difficult to repair, also it is not reliable, and affecting the normal production.
In order to solve the shortcomings of relay control, this paper uses PLC to redesign CNC machine tools. PLC use soft wiring to control the CNC machine tools, to avoid the shortcomings of the relay hardwire. In this paper, Siemens S7-200 PLC is used to design of CNC machine tools, and optimizing its control performance. The main contents are the designs of the spindle, feed axis, tool change and emergency stop program. Finally, using the Siemens STEP7-MICRO software to write the corresponding PLC control program ladder diagram, and the relevant equipment is used to monitor the operation, observing the operation of the program.
This article uses the modular design method. The system is divided into basic parameter check module, spindle module, feed axis module, tool change module and emergency stop module. Different modules are independent of each other, so they will be easy to design and change. When drawing a ladder diagram, the program structure will be clear and easy to debug.
KEYWORDS: PLC, CNC machine tools,Ladder diagram
ФПТМ
еЊвЊЂё
ABSTRACTЂђ
аїТлЂі
ЕквЛеТ ИХЪі1
1.1 Ъ§ПиЯЕЭГЕФЙЄзїдРэ1
1.1.1 Ъ§ПиЯЕЭГЕФзщГЩ1
1.1.2 Ъ§ПиЛњДВЕФЙЄзїдРэМАЬиЕу2
1.2 PLCЕФЙЄзїдРэ2
1.2.1 PLCЕФЛљБОНсЙЙ2
1.2.2 PLCЕФЙІФм3
1.2.3 PLCЕФЙЄзїдРэ3
1.2.4 PLCГЬађЕФЩшМЦЗНЗЈКЭВНжш4
1.3 БОеТаЁНс5
ЕкЖўеТ Ъ§ПиЛњДВгыPLCЕФСЊЯЕ6
2.1 Ъ§ПиЛњДВгыPLCЕФаХЯЂДЋЕн6
2.2 Ъ§ПиЛњДВжаPLCЕФПижЦЖдЯѓ6
2.3 PLCЕФгХЪЦМАМЬЕчЦїЕФСгЪЦ6
2.4 БОеТаЁНс6
ЕкШ§еТPLCГЬађЕФЩшМЦ7
3.1 ЮїУХзгБрГЬШэМўSTEP7-MICROНщЩм7
3.2 ЪфШыЪфГіЗжХф9
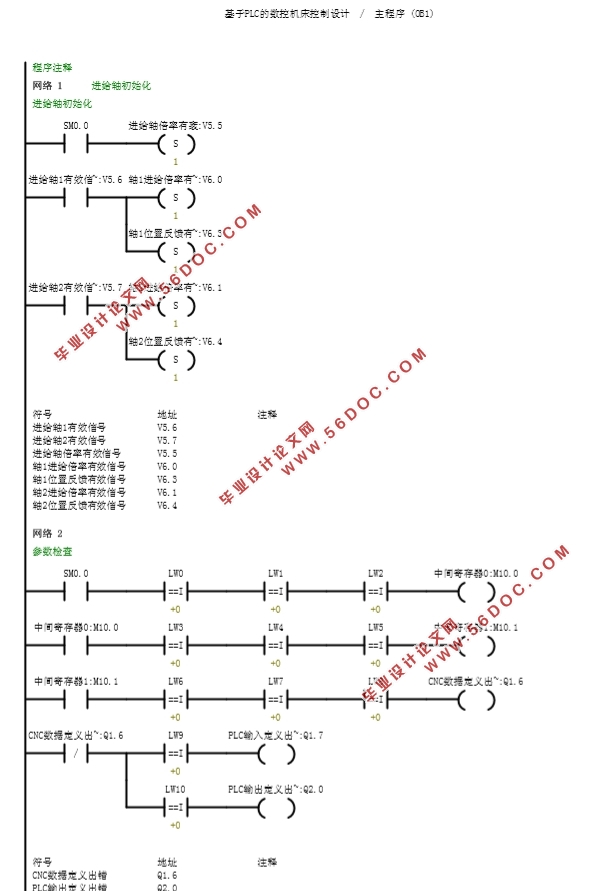
3.3 ЛљБОаХКХДІРэГЬађЩшМЦ10
3.3.1 НјИјжсГѕЪМЛЏГЬађ10
3.3.2 CNCВЮЪ§МьВщГЬађ11
3.3.3 ЕчЖЏЕЖМмВЮЪ§МьВщГЬађ12
3.3.4 НјИјжсЛиВЮПМЕуГЬађ13
3.4 НјИјжсПижЦГЬађЩшМЦ14
3.4.1 Ч§ЖЏЦїбгЪБГЬађ15
3.4.2 CNCМБЭЃПижЦГЬађ16
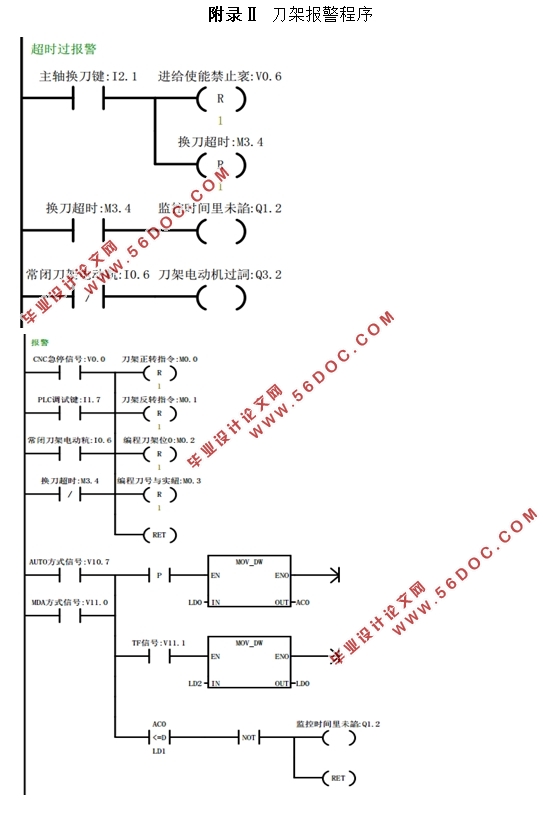
3.4.3 Ч§ЖЏЦїЦ№ЭЃПижЦГЬађ17
3.4.4 Ч§ЖЏЦїаХКХЪфГіГЬађ19
3.4.5 Ч§ЖЏЦїБЈОЏГЬађ19
3.4.6 НјИјжсЫХЗўЪЙФмПижЦГЬађ20
3.4.7 НјИјжсНјИјЪЙФмПижЦГЬађ22
3.4.8 НјИјжсжЦЖЏЦїПижЦГЬађ23
3.5 жїжсПижЦГЬађЩшМЦ24
3.5.1 жїжсе§ЗДзЊПижЦГЬађ24
3.5.2 жїжсБЈОЏЪфГіГЬађ25
3.5.3 жїжсзЊЯђПижЦГЬађ26
3.5.4 жїжсЪжЖЏПижЦГЬађ27
3.5.5 жїжсЛЛЯђПижЦГЬађ28
3.5.6 жїжсЭЃжЙГЬађ29
3.5.7 жїжсжЦЖЏГЬађ30
3.5.8 жїжсаХКХЪфГіГЬађ31
3.5.9 жїжсжЦЖЏЦїбгЪБГЬађ32
3.6 ЕчЖЏЕЖМмЛЛЕЖГЬађЩшМЦ33
3.6.1 ЕчЖЏЕЖМмМђНщ34
3.6.2 ЕЖМмГѕЪМЛЏГЬађ34
3.6.3 ЕЖКХзЊЛЛГЬађ35
3.6.4 TДњТыЛЛЕЖГЬађ37
3.6.5 ЛЛЕЖМрПиГЬађ38
3.6.6 ЪжЖЏЛЛЕЖГЬађ40
3.6.7 ЛЛЕЖаХКХЪфГіГЬађ40
3.7 НєМБЭЃжЙГЬађ41
3.7.1 ааГЬБЃЛЄГЬађ43
3.7.2 ГЌГЬЗНЯђЪфГіГЬађ44
3.7.3 МБЭЃСДГЌГЬжсЪфГіГЬађ45
3.7.4 ГЌГЬНтГ§ГЬађ46
3.8 ЬнаЮЭМЕФЕїЪд48
3.9 БОеТаЁНс48
змНс49
жТаЛ51
ВЮПМЮФЯз52
ИНТМ54
ИНТМЂё ЪфШыЪфГіЗжХфБэ54
ИНТМЂђ ЕЖМмБЈОЏГЬађ57
|