基于PLC的电动机故障保护系统设计(含CAD电气原理图梯形图)(论文说明书34000字,外文翻译,CAD图6张)
摘 要
本文介绍了国内电机故障诊断系统设计以及存在的问题,同时介绍了可编程控制器的工作原理、选型依据。设计了一种基于PLC电机故障诊断系统,并且详细介绍了所选用的西门子S7-200PLC以及同类型的S7-300、S7-400PLC,根据设计要求对PLC的输入输出I/O进行了分配,并且编写系统运行的梯形图。准备开机时,按下开机按钮后,首先检测断路器状态,如果断路器初始状态为闭合,电机无法启动,并且声光报警。如果断路器初始状态为断开,断路器合闸,电机开始启动。在启动过程中,若发生一级故障,PLC进行相应的保护动作。启动完成后,“电机开/关指示灯”亮,电机正常运行。运行过程中,PLC依次循环检测电机是否发生相间短路、断相、低电压、单相接地、过负荷、过电流等故障,若有发生,PLC进行相应保护动作。关机时,PLC接到关机命令后,断路器跳闸,“电机开/关指示灯”灭。故障声光报警后,按“报警复位按钮”复位。本设计的选题就是基于PLC的电机故障诊断系统设计。
关键词:电机;PLC;故障诊断
Design of Motor Fault Protection System Based on PLC
Abstract
This paper introduces the system design and existing problems of domestic motor fault diagnosis,and also introduces the working principle and type selection basis of programmable controller. A fault diagnosis system based on PLC motor is designed,and the selected Siemens S7-200 PLC and the S7-300 and S7-400 PLC of the same type are introduced in detail. According to the design requirements,the input and output I/O of PLC are allocated. And write the ladder map of the system operation. When ready to boot,after pressing the boot button,first detect the circuit breaker status,if the initial state of the circuit breaker is closed,the motor can not start,and the sound and light alarm. If the initial state of the circuit breaker is disconnected,the circuit breaker closes and the motor starts. In the start-up process,if a primary failure occurs,the PLC performs corresponding protection actions. After the start-up is completed,the "motor on/off indicator light" is on and the motor is running normally. During the operation,PLC circulates to detect whether the motor has faults such as interphase short circuit,broken phase,low voltage, single phase grounding,overload overcurrent,etc.. If it occurs,PLC performs corresponding protection actions. When the power off, PLC received the power off command,circuit breaker trip,"motor on/off indicator light" out. After the fault acoustic light alarm,press the "alarm reset button" reset. The choice of this design is based on PLC fault diagnosis system design of the motor.
Key words: motor;PLC;Fault diagnosis

目 录
摘 要 i
Abstract ii
1 引言 1
1.1 PLC的应用以及选题的意义 1
1.1.1 PLC的应用 1
1.1.2 完成本题的目的和意义 1
1.2 PLC应用于故障诊断系统的发展现状 2
1.3 故障诊断方法 2
(1)基于小波分析的故障诊断方法 2
(2)专家系统故障诊断方法 2
2 PLC原理介绍及设备总体结构介绍 4
2.1 PLC发展历程 4
2.2 PLC控制系统的发展前景 5
2.3 PLC的分类 5
1 按结构形式分类 5
2 按功能、点数分类 6
2.4 PLC的工作原理 7
1 公共处理扫描阶段 7
2 输入采样扫描阶段 7
3 执行用户程序扫描阶段 7
4 输出刷新扫描阶段 8
2.5 PLC的组成 8
3 可编程控制器系统设计 11
3.1 可编程控制器系统设计原则 11
3.2 可编程控制器系统设计步骤 11
3.3 可编程控制器系统设计的基本内容 12
3.4 可编程控制器控制系统的硬件设计 12
3.4.1 PLC机型的选择 12
3.4.2 PLC容量的选择 14
3.5 可编程控制器控制系统的软件设计 15
3.6 PLC的选取及介绍 16
3.6.1 SIMATIC S7-200 PLC 16
3.6.2 SIMATIC S7-300 PLC 17
3.6.3 SIMATIC S7-400 PLC 18
3.6.4 工业通讯网络 18
3.6.5 人机界面HMI 18
3.6.6 SIMATIC S7工业软件 19
3.7 S7-200系列PLC的硬件配置 19
3.7.1 CPU模块 20
3.7.2 数字量扩展模块 21
3.7.3 模拟量扩展模块 21
3.7.4 通信模块 22
3.7.5 编程器 22
3.7.6 程序存储卡 22
3.7.7 写入器 22
3.7.8 文本显示器 23
4 电机故障诊断系统设计 24
4.1 电机的故障 24
4.2 电机的保护 25
4.3 故障诊断系统设计 27
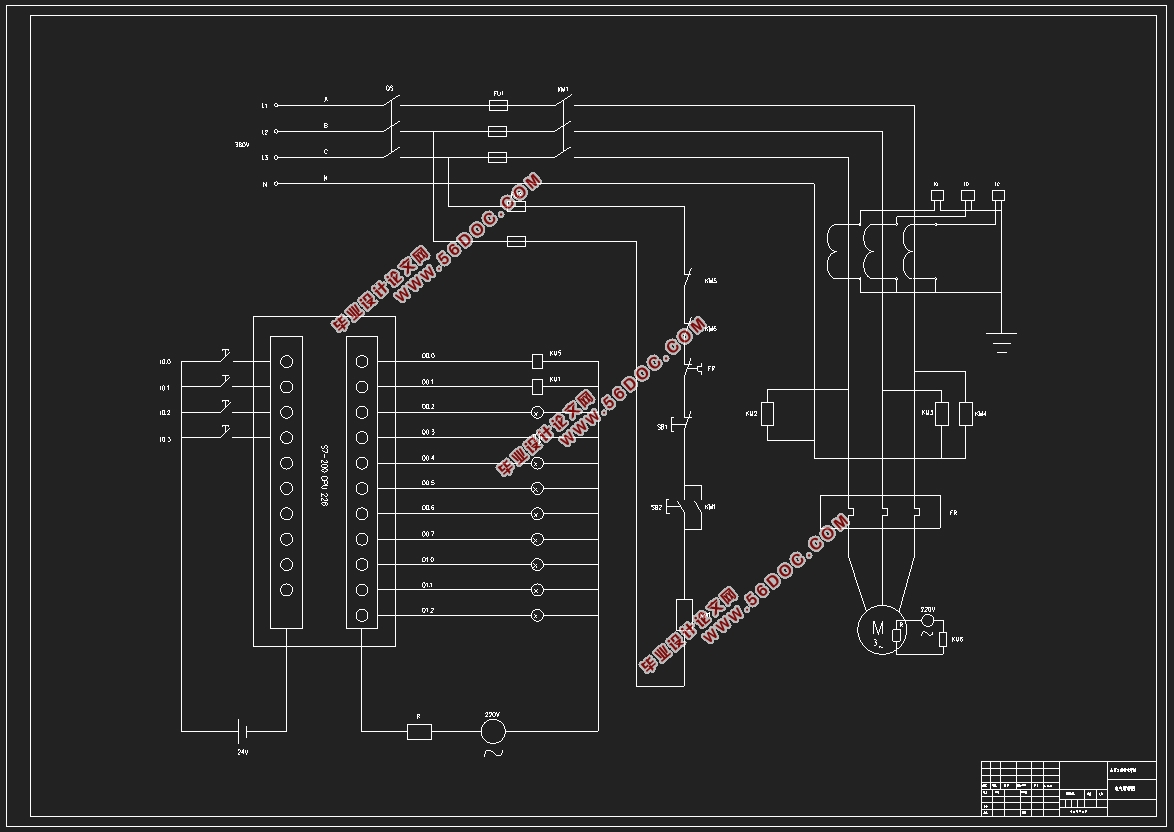
4.3.1 系统硬件设计 27
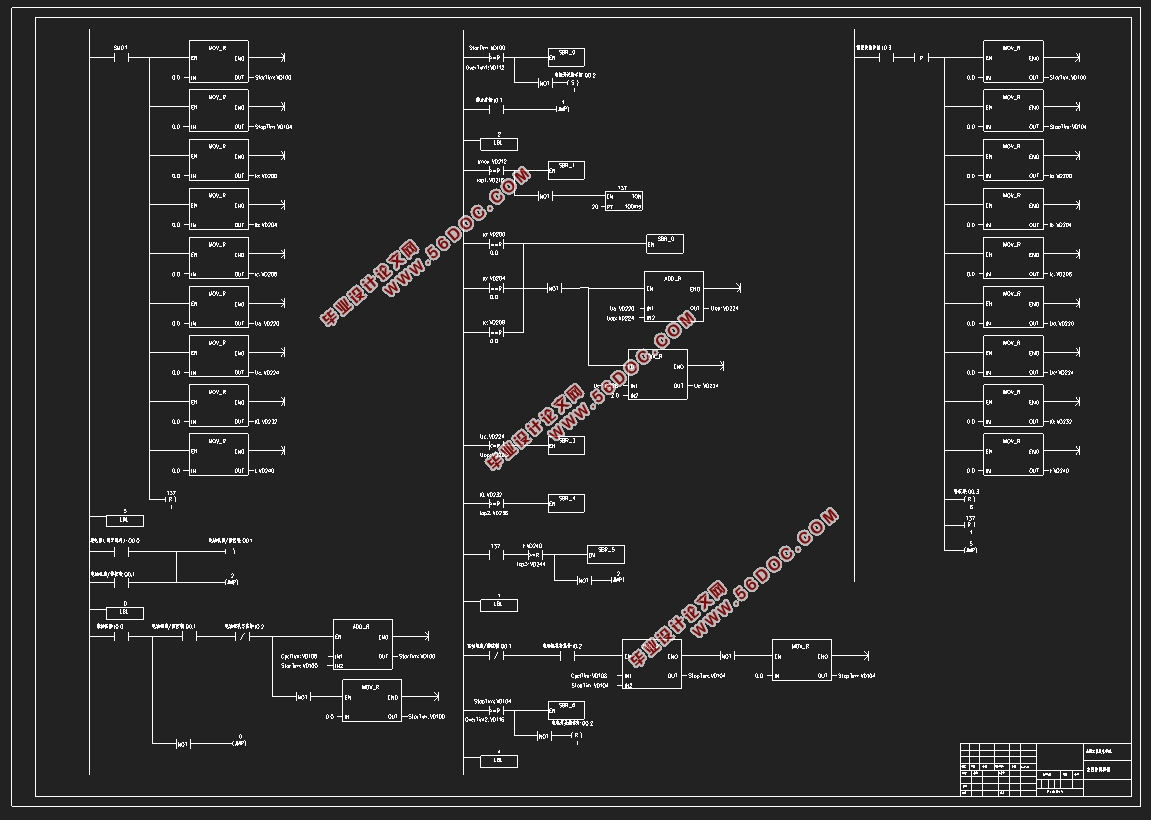
4.3.2 系统软件设计 30
4.3.3 主程序: 32
4.3.4 子程序 33
4.4 编程软件 36
4.4.1 PLC的编程语言 36
4.4.2 STEP7-Micro/WIN编程软件介绍 37
4.4.3 编写用户程序 38
4.5 仿真软件S7-200 Simulation 38
5 系统电源设计 42
6 MCGS画面设计 43
6.1 MCGS组态软件的相关简介 43
6.2 MCGS的构成 43
6.2.1 MCGS组态软件的系统构成 43
6.2.2 MCGS组态软件界面简介 45
6.3 MCGS组态软件的功能和特点 46
6.4 MCGS组态软件的工作方式 47
6.5 MCGS组态软件的操作方式 48
6.6 新工程项目的一般构建过程 51
6.7 创建项目和画面 52
6.7.1 建立工程 52
6.7.2 画面设计及动画连接 53
6.8 画面制作 54
结 论 55
参考文献 57
外文文献 59
中文译文 65
致 谢 70
|