薄板卷取控制系统设计(任务书,开题报告,论文15000字,PDF图)
摘要
薄板材质包括大理石、花岗岩、钢等,但在工业中,常见的能进行卷取的薄板一般指带钢,所以选择本次设计控制对象为带钢。轧钢是将钢锭轧制成钢材的环节,完成轧钢后,一方面可以得到需要的不同形状的钢材,另一方面也可提高钢材的质量。随着科技生产水平的不断提高,越来越多的自动化设备运用到轧钢工业生产中,完成轧钢工艺后,还需要将冷轧钢和热轧钢进行下一步卷取的工艺操作。
对钢材进行卷取,是钢材加工工艺关键性的一步,它可以让钢材更宜贮存与运输,也可以让钢材质量有所提升。现在,设备机构配置简单的卷筒式卷取机是冷轧带钢生产中的常见的卷取机类型,而不同类型的卷取机可满足不同的应用需求,也需要不同的卷取技术进行配合。卷取机的技术水平会极大程度上影响钢材的质量,我们必须对卷取控制系统进行深入的研究,设计出良好的控制系统,这样才能让卷取控制系统在不断创新发展的路上发挥出更大的作用。
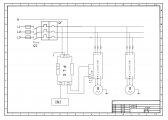
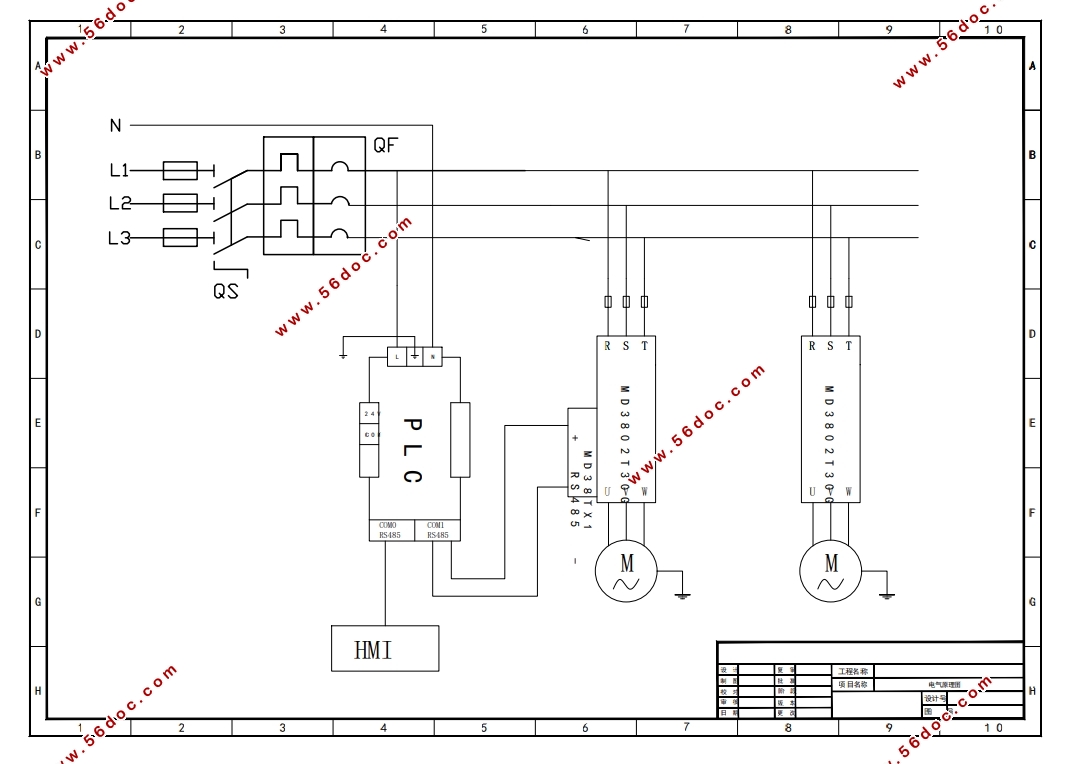
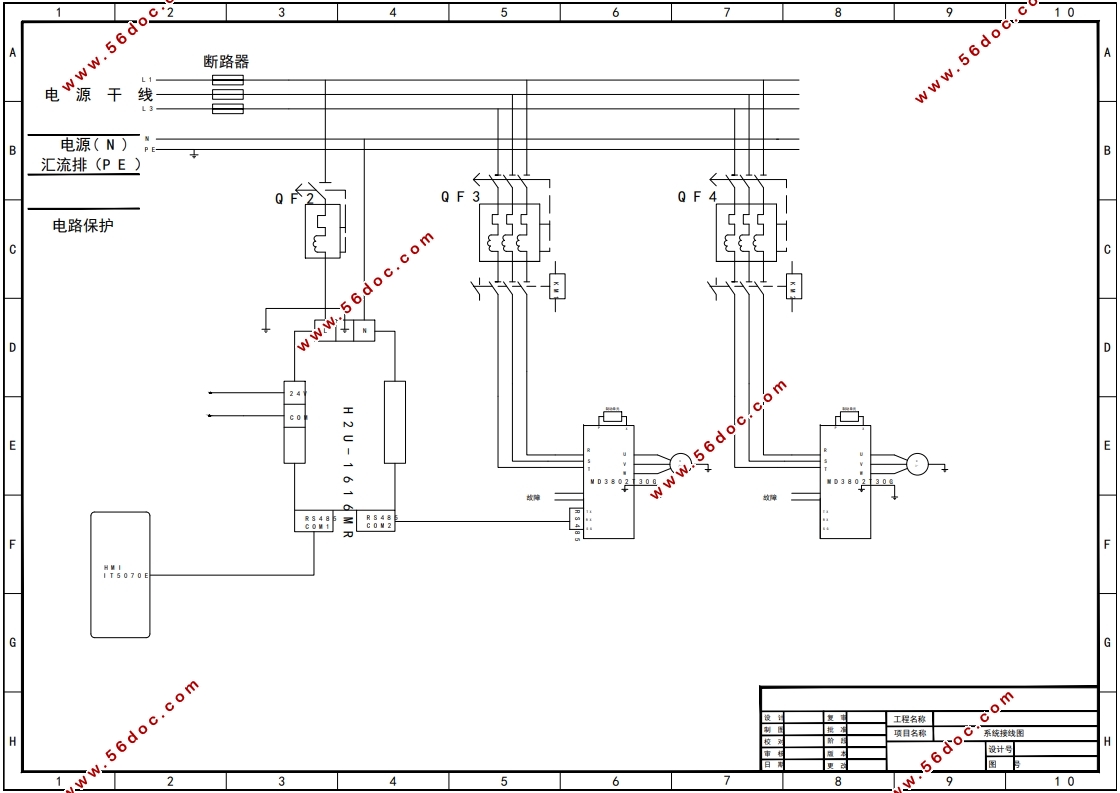
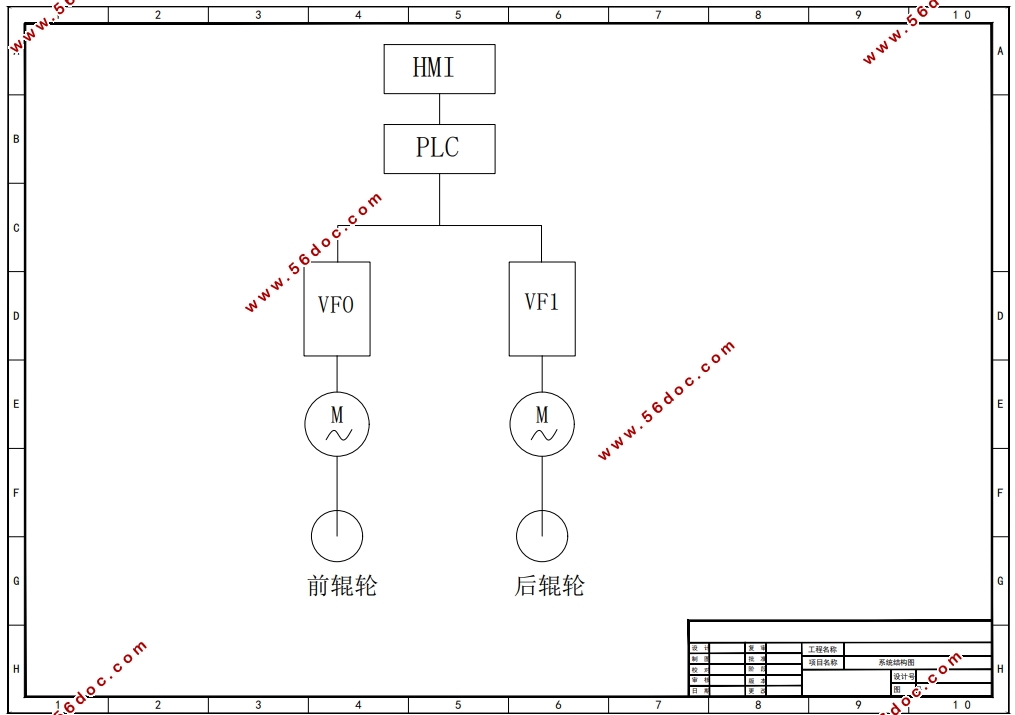
卷取控制系统的核心是恒张力控制,在卷取过程中,卷径的增加会使带钢张力发生改变,整个过程需保证线速度恒定,为了达到精度较高的恒张力控制这个目的,可以考虑运用计算机控制技术或自动控制技术。在构建张力系统过程中,采用间接张力控制的方法,需要建立系统的数学模型进行理论分析,然后设计控制器,最后还需考虑实际硬件设备情况从而使实现设计达到期望的控制效果。现在,交流变频技术越来越成熟,故可以考虑利用PLC(可编程控制器)和变频器配合的控制手段作为卷取控制系统的实际设计中的控制方法。
关键词:冷轧钢;间接恒张力控制;PLC
Abstract
Sheetmaterialsincludingmarble, granite, strip, etc., butonlythestripcanbecarriedout, andAndinindustry, thesheetgenerallyreferstothestrip, sochoosethedesignofthecontrolobjectforthestrip. Rollingisasteelingotrollingintothelink, afterthecompletionofthesteelrolling, ontheonehandcangettheneedofdifferentshapesofsteel, ontheotherhandcanalsoimprovesteelquality. Withthecontinuousimprovementofthescientificandtechnologicallevelofproduction, moreandmoreautomationequipmentappliedtosteelrollingindustry, butalsoneedtocoldrollingandhotrollingsteelnextvolumeofprocessoperation.
Thesteelroll, steelprocessingtechnologyisakeystep, itcanmakethesteelismoresuitableforstorageandtransportation, canalsomakethesteelqualityhasimproved. Now, thedeviceconfigurationsimplereelofcoilingmachineisintheproductionofcold-rolledstripsteelcommoncoilingmachinetype, anddifferenttypesofcoilingmachinecanmeettherequirementsofdifferentapplications, alsoneedtothevolumesofdifferenttechnicalcooperation. Rollmachinetechnologywillgreatlyaffectthesteelquality, wemustcoilingcontrolsystemforin-depthstudy. Throughcomparativeanalysisofgoodcontrolsystemisdesigned, soastoletcoilingcontrolsystemplayagreaterroleinthecontinuousinnovationanddevelopmentoftheroad.
Coilingcontrolsystemcoreisconstanttensioncontrol, inthecoilingprocessandrolldiameterincreasedthestriptensionchanges, thewholeprocesstoensuretheconstantlinearvelocity, inordertoachievehighprecisionofconstanttensioncontrolsystemforthispurpose, youcanconsidertheuseofcomputercontroltechnologyandautomaticcontroltechnology. Intheconstructionofthetensionsystem, usingindirecttensioncontrolmethodandneedtoestablishthesystemmathematicalmodel, theoreticalanalysis, thenthecontrollerisdesigned, finallymustalsotakeintoaccounttheactualhardwaredevicessothatthesitedesigntoachievethedesiredcontroleffect. Now, ACfrequencyconversiontechnologyismoreandmoremature, sowecanconsidertheuseofPLC (programmablelogiccontroller) andfrequencyconverterwiththecontrolmethodasawindingcontrolsystemoftheactualdesignofthecontrolmethod.
Keywords: cold-rolledsteel;indirectconstanttensioncontrol;PLC
目录
第1章 绪论 1
1.1研究的背景和意义 1
1.2国内外研究现状 2
1.2.1国外研究现状 2
1.2.2国内研究现状 3
1.3本文研究内容 3
第2章薄板卷取控制系统概述 4
2.1薄板卷取控制系统基本结构 4
2.2薄板卷取张力原理 5
2.2.1薄板卷取张力作用原理 5
2.2.2薄板卷取张力控制原理 7
2.3薄板卷取张力控制基本方法 8
2.3.1最大力矩控制法 8
2.3.2PLC与变频器协调控制法 9
2.3.3力矩补偿控制法 10
第3章间接张力控制系统仿真 11
3.1卷取电动机数学模型 11
3.2双闭环控制系统介绍 13
3.3双闭环控制系统设计 14
3.3.1电流调节器设计 14
3.3.2速度调节器设计 16
3.4卷取控制系统软件仿真 19
3.4.1电流调节器仿真设计 19
3.4.2速度调节器仿真设计 20
3.4.3仿真结果及分析 20
第4章卷取控制系统实现设计 24
4.1现场设备介绍 24
4.2实现设计过程 24
4.2.1转速近似计算 24
4.2.2PLC程序设计 26
4.2.3变频器设置与HMI界面设计 27
4.2.4结果分析 29
第5章总结 31
参考文献 32
致谢 33
|