PLC���ƹ�ҵ��е�ּӹ��Զ������
��Դ��56doc.com ���ϱ�ţ�5D4186 ���ϵȼ��������� %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D4186
��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��. �� �� �� ����
���Ͻ���
ժ Ҫ
������Ҫ������ģ������ʵ�ʵ��Զ���Ϊ����ͨ�����ֵ���ơ���˨��ѡ���������ѡ�����õ��ӡ���е����⼼����Ϊһ���PLC���Ƽ�����ʵ���Զ��ߵ����ϡ����͡��н��ӹ���תλ���н��ӹ�����ж���ֶ����ļӹ��Զ�����ơ�ʵ��PLC���ƵĶ����Ժ����Ի�����Ҫ�����а���PLC��ѡ�͡�ͨ�����ֵ���ơ���˨��ѡ���������ѡ��ϵͳ�����з�ʽ�������綯����PLC���ơ���ҵ��е�ֵ�PLC���ơ�
�ؼ��ʣ� PLC �����綯�� ��ҵ��е��
ABSTRACT
The main introduction of this text regards producing the real transfer machine in simulation as the target , Through the design of gear bolts selection��utilize control technology of PLC that the electron, machinery, detection technique combine together, realize variety and flexibility that PLC controls control and require��Including the selecting type of PLC, Gear Design��Bolt selection��systematic operation way, PLC which walks into the motor controls, PLC of the industry manipulator controls
Key words ��PLC walks into the motor industry manipulato
ϵͳ�����з�ʽ
��PLC���ɵĿ���ϵͳ���������з�ʽ,���Զ������Զ����ֶ���
1.�Զ����з�ʽ���Զ����з�ʽ�ǿ���ϵͳ����Ҫ���з�ʽ���������з�ʽ����Ҫ�ص�����ϵͳ���������У�ϵͳ�������ij����Զ���ɱ��ض���Ķ���������Ҫ�˹���Ԥ��ϵͳ���������ɣУ̣ñ���������ϵͳ����Ҳ���ɣУ̣÷�������Ԥ�棬�ɲ�����Աȷ�ϲ�����������Ӧ������Ӧ��ť�У̣��Զ�����ϵͳ��
2.���Զ����з�ʽ���������з�ʽ���ص���ϵͳ�����������й����е�ijЩ������Ҫ�˹���Ԥ���ܽ�����ȥ�����Զ���ʽ�����ڼ���ֶβ����ƣ���Ҫ�˹��жϻ�ijЩ�豸���߱��Կ�������Ҫ�˹�����ij��ϡ�
3.�ֶ����з�ʽ���ֶ����з�ʽ���ǿ���ϵͳ����Ҫ���з�ʽ�����������豸���ԡ�ϵͳ��������������µ����з�ʽ����������Զ����з�ʽ�ĸ�����ʽ����ϵͳ���еķ�ʽ��������Ӧ��
����Ҫ��
�ӹ��Զ������ߵĹ���Ҫ�����Ի�е�ӹ��Զ���Ϊ����ʵ���Զ��ߵ����ϡ����͡��н��ӹ���תλ���н��ӹ����ɿ���ж�϶��ֶ�����ģ��ӹ��Զ�����ơ�����С��ѹ�����飨����Ϊ��0�ˣ�,��Դѹ��Ϊ0.4��1.6Mpa��������80�K���˶��ٶ�0��3m/min�����ƾ�����2mm���ڡ����Ͳ��ò���ʽ��Ъ��ʽ������������1��30�롫2��30���ڿɵ�����Ϊ����,��С������Ԫ�����г̿��ء��ӽ����ء���翪�ء��ɱ�̿��������У̣ã���ʵ�ֶ���Ҫ��
�豸״��
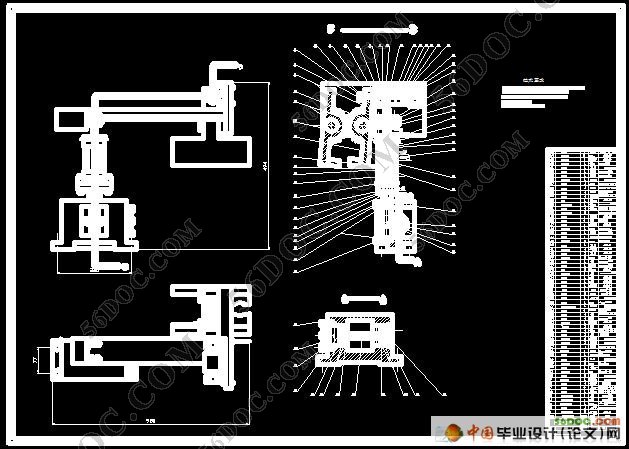
�Զ��ߵ����ϲ������Ķ���������Ӧ�ĵ�ŷ������ơ��Զ��ߵ����Ͷ����ɲ����綯������ʵ�ּ�����ͣ�ʵ�����Ҫ�������״���������ʹ����н��ӹ����������ü�е�֣��������ƶ���ʵ�ֹ����ļӹ��������û�е���ͻ��ɲ���������ƵĴ��ʹ��ϣ�������һ����λ�IJ������ü�е�֣�����ʵ�ֹ�����תλ�ӹ����û�е�֣�����ʵ��ж�ϵĶ��֣�����������������ߵĶ������̡�
���л�е�֣���������е�֣���������е�֣�������ȫ�������������������������������½��������������½��������;�н������ɶ����ɼн�������������ɣ���ת����ת����ת����ת������ɡ��������Ķ���������Ӧ�ĵ�ŷ������ơ������������½�������ת����ת���ֱ���˫��Ȧ��λ��ŷ����ơ��������½�����ת����ת�ֱ��������½���ŷ�����ת����ת��ŷ����ơ���е�ֵķ��ɣ��н�������һ������Ȧ��λ�õ�ŷ����ƣ�������Ȧͨ��ʱ����е�ּн�������Ȧ�ϵ�ʱ����е�ַ��ɡ�Ϊ��ʹ��е���ڹ���������ʵ���Զ�����Զ����У�ѡ����λ�г̿��أ��������½�����ת����תλ�ÿ��ƣ���翪�أ��й�����⣩����Ӧ��ŷ����������źš�
Ŀ ¼ 16000��
ժ Ҫ 1
ABSTRACT 2
��һ�� PLC �� �� �� 3
1.1 PLC�Ķ��弰�ص� 3
1.2 PLC��Ӧ�ü���չ���� 4
1.3 PLC����Ҫ����ָ�꼰��� 6
�ڶ��� Ӧ��ϵͳ���巽����� 8
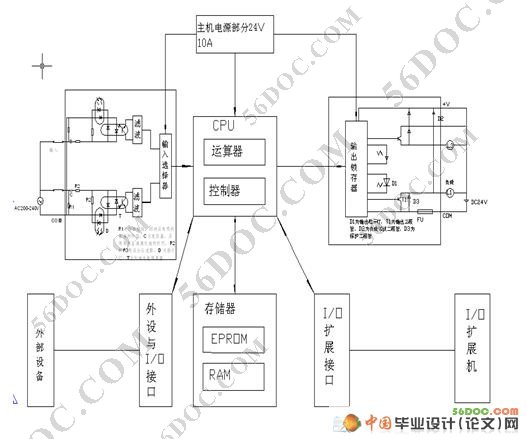
2.1 PLC����ϵͳԭ�� 8
2.2 ϵͳ�����з�ʽ 8
������ ϵͳӲ����� 10
3.1 ����Ҫ�� 10
3.2 �豸״�� 10
3.3 ���ƹ��� 10
3.4 ���ֵ���� 11
3.5 ��������ļ����ѡ�� 15
3.6 ��˨��ѡ�� 18
3.7 Һѹ������Լ���Ʋ��� 20
������ ϵͳ������� 23
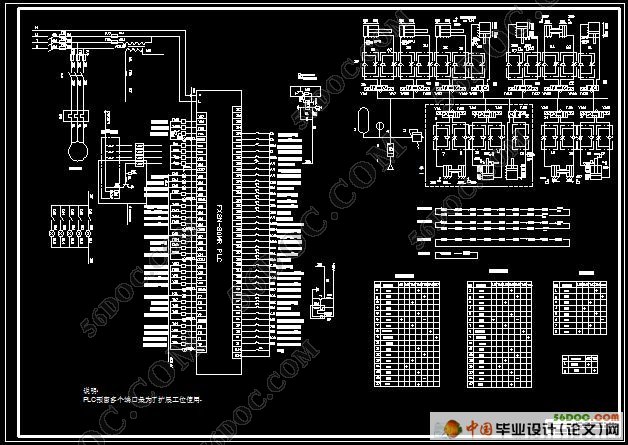
4.1 I/O���������� 23
4.2 ����I/0�������ãУ���������Ӧ�ٶ�ѡ��PLC�ͺ� 23
4.3 �ֳ�������PLC�ڲ���Ч�̵�����ַ��ŵĶ��ձ� 28
4.4 PLC���ֳ�������ʵ�ʰ�װ����ͼ 31
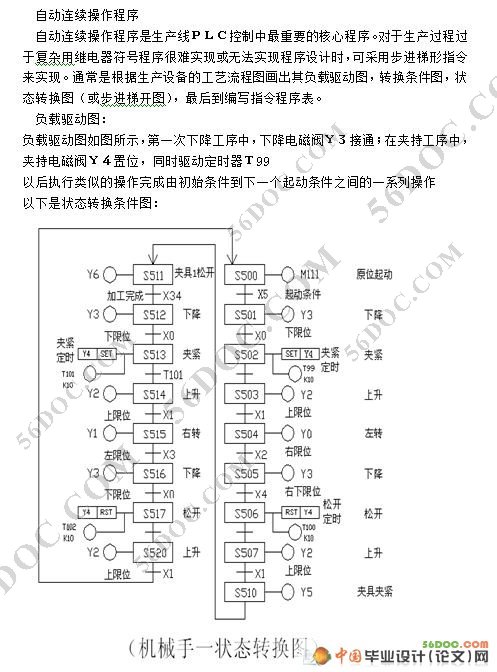
4.5 ����˳����Ƴ���ṹ���� 31
4.6 ��ģ�������� 31
4.7 �����߿����ܳ��� 37
�¡�л 39
�� �� �� �� 40
|