摘 要
随着我国改革开放的不断深入和世界经济一体化的日益显现,我国包装工业的发展遇到新的挑战。为了满足人们不段攀升的物质文化需求,跟上包装工业产品、质量的更高要求,适应包装生产科学技术的日新月异,包装工业的技术研究必须与时俱进,不断更新和升级。
由于传统继电器控制的颗粒料包装机工作时存在电路复杂、可靠性差、故障诊断与排除困难等缺点,提出了用PLC对包装机控制系统进行设计。可编程控制器(PLC)作为控制系统的核心装置,功能强大、性能稳定可靠。在现代工业自动化生产中得到了广泛的应用。
本课题详细阐述了集PLC技术,光电感应技术,通信技术于一体的先进控制技术在该包装机控制系统中的应用。 通过对小型全自动颗粒料包装机工艺过程的分析 ,克服了传统小型包装机传动方案的缺陷 ,提出了PLC控制的柔性化包装机的构想。设计工作的任务包括包装机构和运动分析,控制部分的硬件选择,电气原理图的绘制和三菱PLC程序编写,以及各个电气元器件的选择与安装,最终给出了PLC控制包装机系统的硬件组成和软件设计,其中包括PLC选型、I/O地址分配、I/O端子接线、程序设计和控制原理。
经过我们的努力,颗粒料包装机控制系统的设计已经完成。并且经过了严格的测试,在实验室的模拟运行中,取得了良好的控制效果。通过程序优化,及并行化处理,较好地实现了厂方提出的控制要求。
关键词:颗粒料包装机,PLC,GX Developer
ABSTRACT
Because of traditional relay control of Packing Machine for Granular Material, here are lots of disadvantages which include device complexity, inferior reliability, malfunction analysis and trouble obviation. As the kernel device control system, PLC is widely used in modern industrial production and do well in this field.
This thesis takes the control system of the high-speed full-automatic packing machine that was developed by LiuYang Handsome Trade Corp.Ltd along with our teacher as a background. We apply the advanced control technique in the packing machine control system such as the technique of PLC, light electricity technique and so on. By the describing of the basic operation of small automatic packager, and overcome the defects of now used packager in transmission system. And also the author introduces a new type of packager with PLC. The main designer include in the analyzing of the packaging machine’s structure and the movement, protracting the electric schematic diagram, writing the PLC programming and the choosing and fixing the electric’s parts of an apparatus. The paper gives the design of hardware and software about the electrical control of Packing Machine for Granular Material, which include selecting a model of PLC, distributing address of I/O, wiring diagram of I/O, designing of programmable trapezium and theory of control.
Through our effort, the machine of Packing Machine for Granular Material got the exaltation of the quality whether the function or the efficiency, realized well the control request that the company put forward. This control system is well running in the lab.
Keywords: Packing machine for granular material, PLC, GX Developer
系统的运行方式
运行方式分为手动、单步、周期及自动等四种操作方式。
1.手动:各工步都可单独点动,按钮释放即停止运行;
2.单步:按下启动按钮,运行一个工步,到位即停。再按启动,则进入下一工步的运行;
3.周期:从初始位置开始,按启动按钮,程序自动完成一个周期的动作后返回到第一步开始位置停止;
4.自动:按启动按钮,程序完成一个周期的动作后又接着从第一步开始运行,自动循环。在自动方式下,中途若按下复位按钮,则系统要继续运行到第一步开始位置才停止;若按下停止按钮,则运行立即停止,此时若再按启动,系统即从该位置运行到第一步开始处停止。
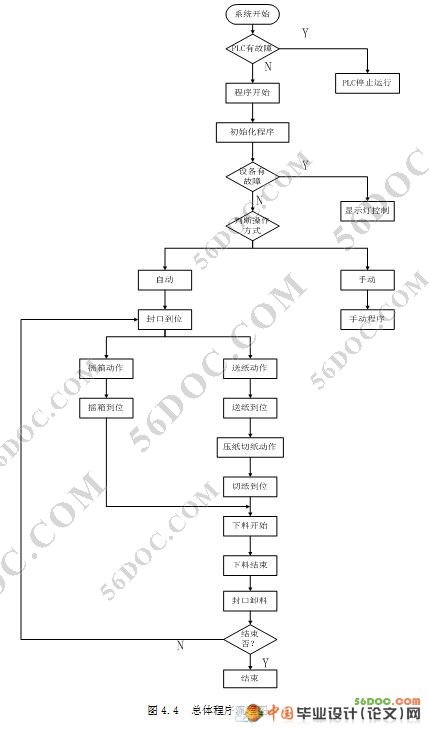
根据颗粒料包装机的实际运行情况,本系统采用自动运行和手动运行两种方式。与运行方式的设计相对应,还必须考虑停止运行方式的设计。可编程控制器的停运方式有正常停运,暂时停运和紧急停运三种。根据控制系统要求,由于包装机运行期间采用循环工作方式,只有在工作结束或接收到操作人员的停止运行指令或设备出现故障或异常情况时才停止,因此本系统采用硬件切断电源,使系统立即停车。
包装机控制功能要求:手动运行可以用按钮对包装机的各个部分进行单独控制,主要用于故障恢复与检修全自动运行按下启动按钮,系统即可连续、协调、周期性地循环完成各包装动作,直到系统接收到停止运行信号。
总体结构关系
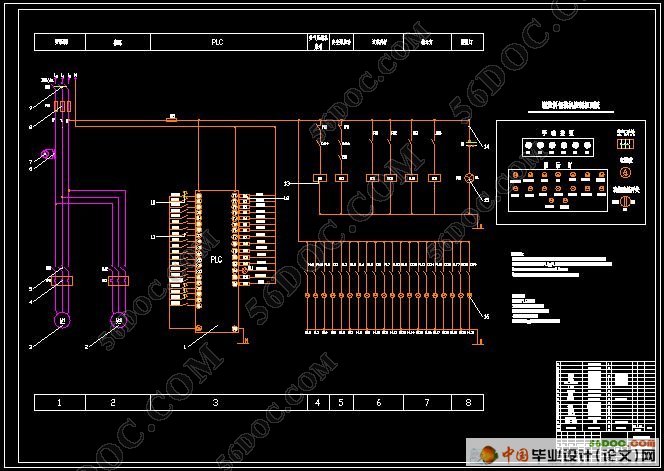
本系统采用PLC和人机界面两级控制的结构。PLC负责按钮、光电开关和电接点压力表信号的输入,以及发出信号去控制各个气缸、继电器、真空泵等电气元件,进而控制各部分的运行,同时控制相应指示灯的显示。人机界面用来进行参数的修改与设定、全自动控制、在线监视、传送信息等工作。人机界面通过串行口与PLC相连,进行相互通信,所以人机界面是通过发出命令去控制PLC的运行以达到进行全自动控制的目的。
2.4.2 控制系统主要器件的选择
颗粒料包装机控制系统主要器件包括人机界面、PLC等。它们的选择都是以在保证功能的前提下尽可能地选择可靠性高和使用方便的产品为依据,PLC的选型具体情况如下:
在进行这项工作之前,需要对控制对象和控制任务进行统计和分析。然后确定系统的规模、机型和配值。据统计,初步确定该包装机控制系统有,20个开关量输入,13个开关量输出。
根据对上述控制任务的分析,本项目选择了三菱公司的中小型PLC系统FX1N系列,它能满足中等性能要求的应用,应用领域相当广泛。FX1N系列是最多可控制128点的普及型微型PLC。除了可以扩展输入输出,还具有模拟量控制和通讯链接功能的等扩展性。所以,FX1N系列可以广泛应用于一般的顺序控制。
FX1N系列PLC的特点:
1. 定位控制功能是标准配置;
2. 使用关键字功能保护程序 ;
3. 内置不用电池的EEPROM存储器,无须维护 ;
4. 内置RUN/STOP开关 ,运转/停止执行简便;
5. 设备不停机时更改程序 ;
6. 特别适于高速处理;
而FX1N系列PLC控制规模为24~128点(基本单元:24/40/60点)特点有:
1、集成化
CPU、电源、输入输出合为一体。
通过使用显示模块和功能扩展板,可以非常简便地进行系统升级。另外,也可以扩展输入输出和特殊模块。
2、运算高速化
基本指令:0.55~0.7μs/指令;应用指令:数3.7~数100μs/指令。
3、存储器规格大
内置8000步EEPROM存贮器
无需电池,维护轻松
4、软元件范围丰富
辅助继电器:1536点,定时器:256点,计数器:235点,数据寄存器:8000点。
综上所述我们选用三菱公司的FX1N系列的PLC
目 录 18000字
第1章 绪论
1.1 可编程控制器的产生 1
1.2 可编程控制器的发展 1
1.3 PLC的特点及工作过程 2
1.3.1 PLC的特点 3
1.3.2 PLC的工作过程 3
1.4 PLC在包装机械上应用的可能性和前景 4
第2章 颗粒料包装机控制系统的总体设计
2.1 颗粒料包装机生产工艺概述 6
2.2 可编程控制系统设计 7
2.3 系统的运行方式 7
2.4 控制系统硬件总体设计 8
2.4.1 总体结构关系 8
2.4.2 控制系统主要器件的选择 8
第3章 包装机械机构的设计计算及电气元器件的选择
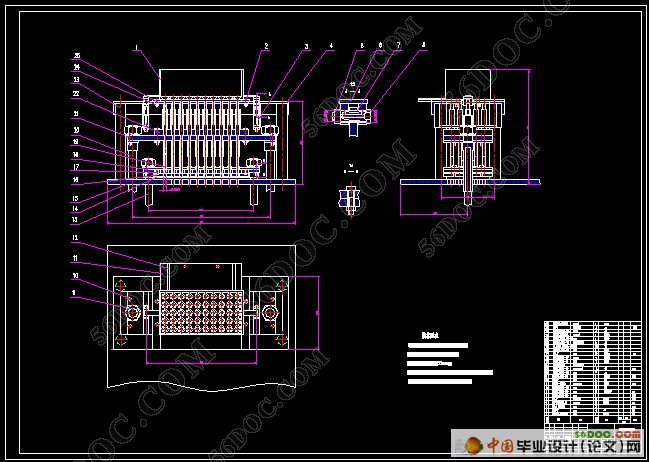
3.1 各机构的结构设计 10
3.1.1 纸供送机构设计 10
3.1.2 给料装置机构设计 11
3.1.3 压纸切纸机构设计 12
3.1.4 下料装置机构设计 14
3.1.5 封口机构设计 15
3.2 主要电气元器件的选择
3.2.1 真空发生装置的选型 17
3.2.2 气缸的选型 18
3.2.3 空气压缩机选型 18
3.2.4 传感器的选型 20
第4章 系统的编程和设计
4.1 PLC的结构及其工作原理 21
4.1.1 PLC的一般结构 21
4.1.2 PLC工作原理 22
4.2 PLC的软件设计 23
4.2.1 GX Developer开发工具的特点 23
4.2.2 PLC程序的总体结构 23
4.3 PLC控制系统设计的原则 25
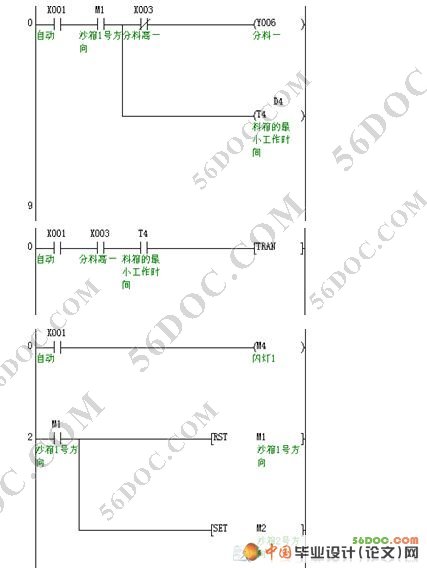
4.4 包装机的 PLC程序设计 25
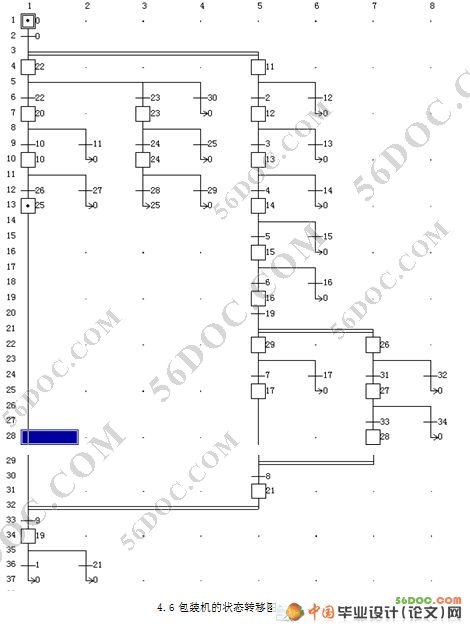
4.4.1 PLC程序总体设计 26
4.4.2 PLC程序的优化设计 30
结论 33
致谢 34
参考文献 35
|